- tel:+86-13222111178
- email:info@ntjugao.com






Ajuste e uso da Prensa Dobradeira
Ajuste e uso da Prensa Dobradeira


1. Ajuste da máquina-ferramenta
(1) Ajuste do paralelismo entre o cursor e a mesa de trabalho
Se a máquina-ferramenta for de sincronização por eixo de torção, é instalada uma caixa de turbina na extremidade superior do cilindro, e os cilindros esquerdo e direito possuem um eixo de sincronização desmontável, além de dois tubos hexagonais para ligar os cilindros esquerdo e direito. A rosca do cilindro gira uma volta no sentido horário, e o pistão do cilindro sobe 0,2 mm. A haste do pistão do cilindro desce 0,2 mm quando gira uma volta no sentido anti-horário. No caso de dobragem prolongada ou de chapa irregular, se houver erro no paralelismo entre o cursor e o plano da mesa de trabalho, o tubo hexagonal pode ser removido e a rosca de qualquer caixa de rosca do cilindro pode ser ajustada manualmente (é necessário identificar previamente o desvio de paralelismo antes do ajuste). Depois de o ajuste estar correto, o eixo de sincronização é ligado.

(2) Ajuste da folga da guia da máquina-ferramenta
A máquina-ferramenta está equipada com sede da guia, guia, chapa de ajuste e parafuso de ajuste nas duas extremidades do cursor. A sede da guia é fixada no cursor, e a guia é ligada à coluna. Quando a máquina-ferramenta é utilizada com frequência, a folga entre a sede da guia e a guia aumenta. Utilize uma chave para ajustar os parafusos, mas não os aperte demasiado para evitar danificar a sede da guia e a guia.
(3) Ajuste da pressão da máquina-ferramenta
As máquinas-ferramenta convencionais têm uma tabela de pressão de dobragem instalada no lado direito da coluna. Ao dobrar, consulte a tabela para selecionar a abertura da matriz e ajustar a pressão (a pressão máxima da máquina-ferramenta é de 25 MPa e a pressão nominal é de 31,5 MPa). Se se tratar de uma máquina-ferramenta CNC 51, o sistema CNC pode calcular automaticamente a pressão de dobragem e a posição do ponto morto inferior de acordo com a forma real da peça. Em teoria, não é necessário qualquer cálculo ou ajuste manual. No entanto, como existem muitos fatores que afetam a precisão da dobragem, cada lote de ângulos de dobragem precisa de ser depurado repetidamente através do programa até ficar ajustado à posição do ponto morto inferior e aos requisitos de dobragem.

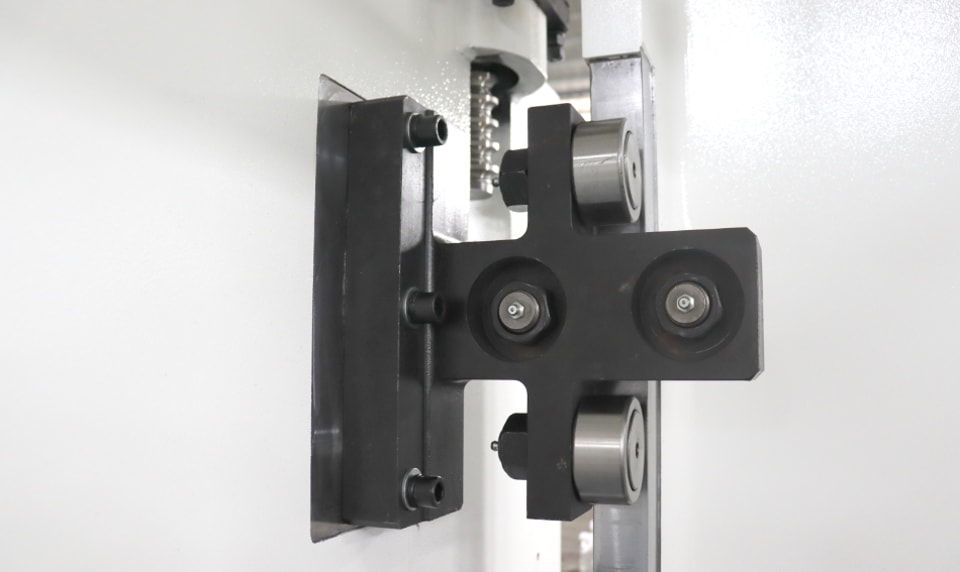
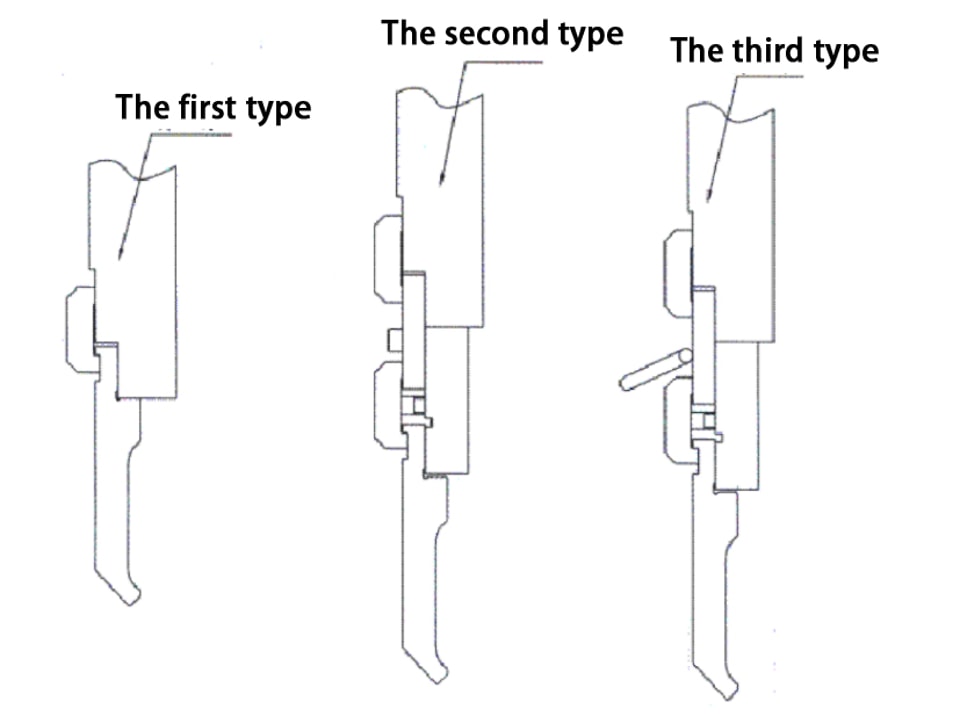
(4) Matrizes e grampos da máquina-ferramenta
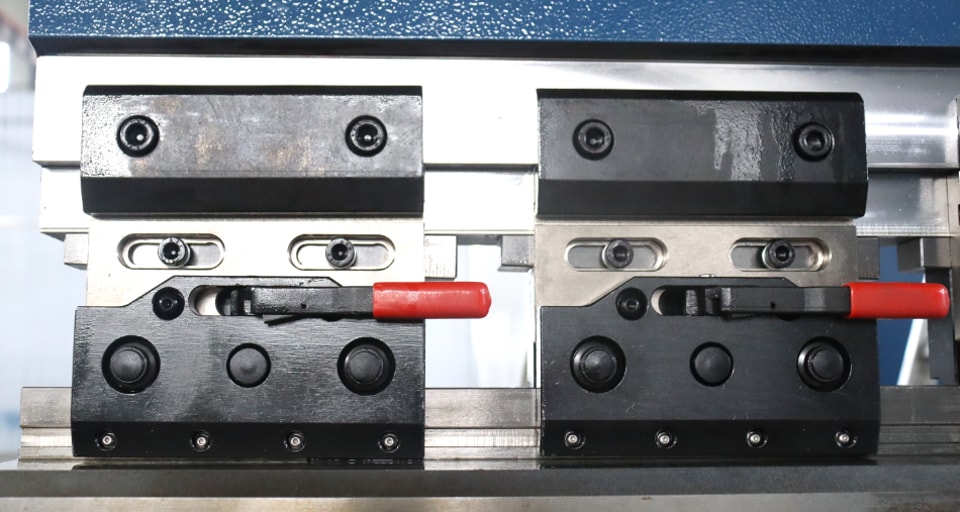
A dobradeira da nossa empresa pode instalar matrizes superiores e inferiores padrão de acordo com as necessidades do utilizador e a situação real da máquina-ferramenta. A matriz superior está equipada com um grampo de fixação, que tem três formas: a primeira é uma configuração de matriz superior de ligação direta, com estrutura simples e baixo custo. Depende do ajuste da compensação de flexão da travessa inferior para satisfazer os requisitos de dobragem. Na instalação, fixa diretamente a matriz superior e liga-a ao cursor; a segunda é a configuração da matriz superior com fixação por cunha inclinada comum e compensação; a terceira é a configuração da matriz superior com compensação por cunha inclinada e fixação rápida. (Conforme mostrado na figura)

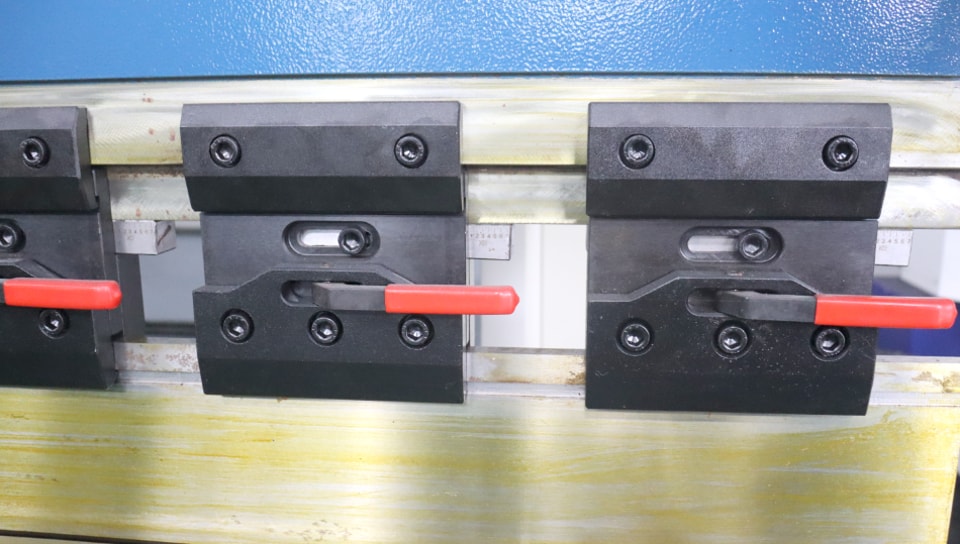
(5) A estrutura da configuração de fixação apresenta as seguintes características:
a. Ao instalar a matriz superior com fixação comum, preste atenção para evitar o deslizamento da matriz superior, de modo a prevenir lesões pessoais.
b. O tipo de cunha inclinada com fixação comum e o tipo de cunha inclinada com fixação rápida podem ajustar a compensação da matriz superior e inferior não paralelas para obter o melhor efeito básico do ângulo de dobragem.
- Preparação antes do ensaio:
(1) Familiarize-se com o conteúdo do manual, compreenda a estrutura da corrente, o método de operação e as precauções de manutenção e segurança da máquina-ferramenta.
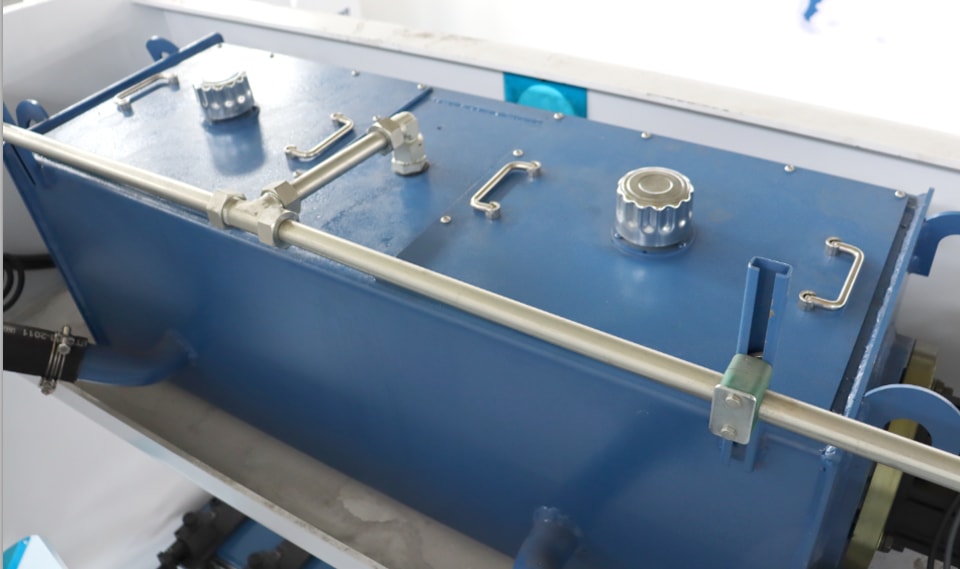
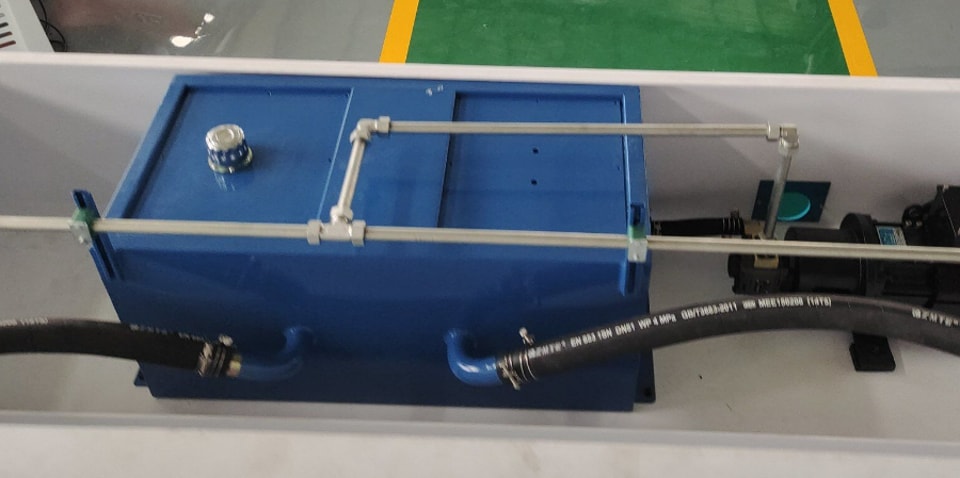
(2) Limpe o reservatório de óleo antes de abastecer. Não são permitidas impurezas no reservatório de óleo. Ao abastecer, desaperte a porca do filtro de ar na tampa do reservatório de óleo e injete óleo hidráulico novo filtrado (consulte o indicador de óleo) (a precisão de filtração do dispensador de óleo não deve ser inferior a 5 µm) até o nível do óleo atingir mais de quatro quintos da posição indicada pelo indicador hidráulico. Para melhores resultados, pode ser utilizado óleo hidráulico Mobil AFT-25. No inverno, quando a temperatura está baixa (cerca de 5 graus Celsius), recomenda-se o uso de óleo hidráulico antidesgaste YB-N32.
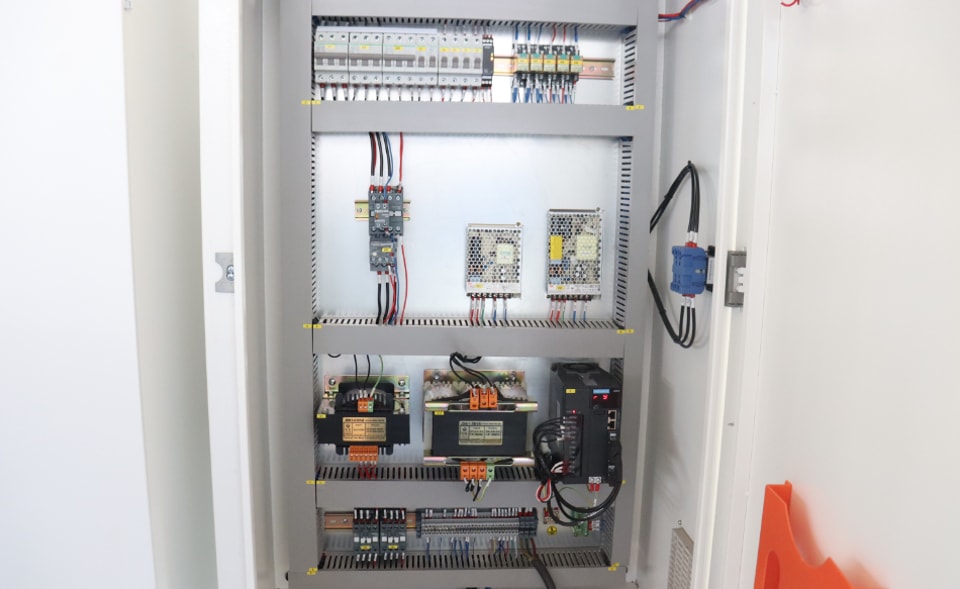
Para garantir a vida útil prolongada dos componentes elétricos e hidráulicos, são estabelecidos os seguintes requisitos para o ambiente de operação e armazenamento:
Em geral, recomenda-se não operar a máquina-ferramenta a baixas temperaturas (abaixo de menos 5 graus Celsius). Se for necessário utilizá-la, a máquina-ferramenta deve funcionar sem carga durante algum tempo. Se necessário, pode ser instalado um aquecedor de cilindro no circuito. A temperatura necessária para o uso da caixa elétrica não deve ser inferior a 5 graus Celsius. Se for inferior a 5 graus Celsius, a caixa elétrica deve permanecer ligada para que os componentes elétricos e os circuitos possam manter-se num ambiente de temperatura normal. A temperatura máxima não deve exceder 50 graus Celsius. Em condições normais de trabalho, a temperatura do óleo não deve exceder 70 graus Celsius. Caso contrário, deve ser instalado um refrigerador de acordo com a situação real, com uma faixa de temperatura relativa de 20% a 75%.
(3) Adicione massa lubrificante às partes móveis de acordo com a etiqueta de lubrificação (geralmente instala-se um anel de óleo ou um bico de lubrificação na parte lubrificada).
(4) Ligue a alimentação elétrica (não ligue primeiro o motor da bomba de óleo) e verifique se as válvulas hidráulicas e os componentes elétricos relacionados estão a funcionar corretamente de acordo com as várias especificações do processo e os métodos de operação correspondentes.
- Ensaio e operação da máquina-ferramenta
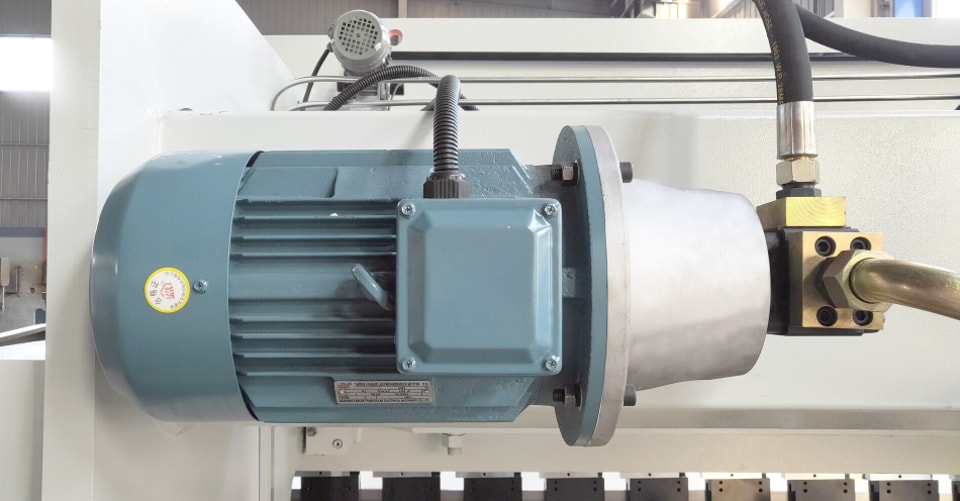
(1) Ensaio de marcha em vazio do cursor
Depois de ligar a alimentação elétrica, ligue o motor da bomba de óleo e verifique se o sentido de rotação está correto. Caso contrário, troque quaisquer dois fios de alimentação: após o cursor se mover normalmente no modo de avanço intermitente, faça o cursor mover-se continuamente dentro da faixa especificada de curso do cursor e, em seguida, utilize o pedal para uma operação única.
(2) Movimento do batente traseiro
a. Para máquinas-ferramenta convencionais, depois de o cursor da máquina-ferramenta se mover conforme as normas, pressione os dois botões na área de operação para controlar a frente e a traseira do batente traseiro e certifique-se de que a indicação digital no visor é consistente com o tamanho real da dobragem. Se houver diferença de folga, ela pode ser ajustada pressionando o volante instalado à frente da bancada para que a indicação digital fique consistente com o valor real (como o parafuso é um parafuso comum, é necessário verificar frequentemente se a distância real entre a barra de encosto e o centro da matriz é consistente com a indicação digital).

b. Durante o ensaio com carga, selecione a abertura da ranhura em V de acordo com as instruções de operação e dobre a chapa, aumentando a carga de pequena para grande até à carga total.
4. Inspeção antes da utilização
Antes de utilizar a máquina, injete primeiro óleo hidráulico no reservatório e observe a marca do óleo. O óleo hidráulico deve ocupar mais de quatro quintos do espaço da marca de óleo.
Encha todos os pontos de lubrificação com a massa lubrificante ou óleo lubrificante correspondente; consulte a lubrificação da máquina para mais detalhes.
Verifique se a linha central da matriz superior coincide simetricamente com o centro da matriz inferior. Caso contrário, consulte os detalhes de ajuste da máquina.
Determine a espessura da chapa a dobrar e a abertura da matriz inferior. Em geral, seleciona-se uma abertura da matriz inferior oito ou dez vezes superior à espessura da chapa a dobrar.

5. Utilização da máquina
Antes de utilizar a máquina, é necessário injetar óleo hidráulico e lubrificar todos os pontos de lubrificação. O óleo hidráulico deve ser substituído a cada seis meses ou um ano, dependendo da utilização específica. Ao utilizar a máquina, deve primeiro verificar o movimento da máquina em modo de avanço intermitente e, em seguida, realizar movimentos simples e contínuos. Quando todas as partes da máquina forem verificadas como normais, pode executar as seguintes operações:
(1) Calcule ou consulte a tabela para confirmar a tonelagem de dobragem e o tamanho da abertura da matriz inferior.
(2) Alinhe a posição central das matrizes superior e inferior.
(3) Determine a posição do batente dianteiro (traseiro).
(4) Ajuste o módulo de curso para calibrar e determinar o limite superior e a posição de mudança de velocidade rápida e lenta.
(5) Determine o modo de operação. (Geralmente avanço intermitente e operação simples).
(6) Teste a pressão da peça, ajuste a posição do ponto morto inferior e o bloco de cunha da matriz superior para que o ângulo de dobragem atenda aos requisitos de precisão.
