- tel:+86-13222111178
- email:info@ntjugao.com






Dimensões de tolerância de dobra e requisitos de processo
Dimensões de tolerância de dobra e requisitos de processo

1. Faixa de tolerância dimensional (sem requisitos de tolerância dimensional)
Dimensão | Faixa de tolerância | Dimensão | Faixa de tolerância |
0-500 mm | ±0,3 mm | 500-1200 mm | +≤0,6 mm |
1200-1800 mm | +≤0,8 mm | 1800 mm e acima | +<1,0 mm |
Se houver requisitos claros de faixa de tolerância no processo, siga os requisitos do processo.
| |||
2. Faixa de tolerância do ângulo de dobra: 土<30'
3. Ferramentas de medição: paquímetro, profundímetro, esquadro, transferidor, trena etc.
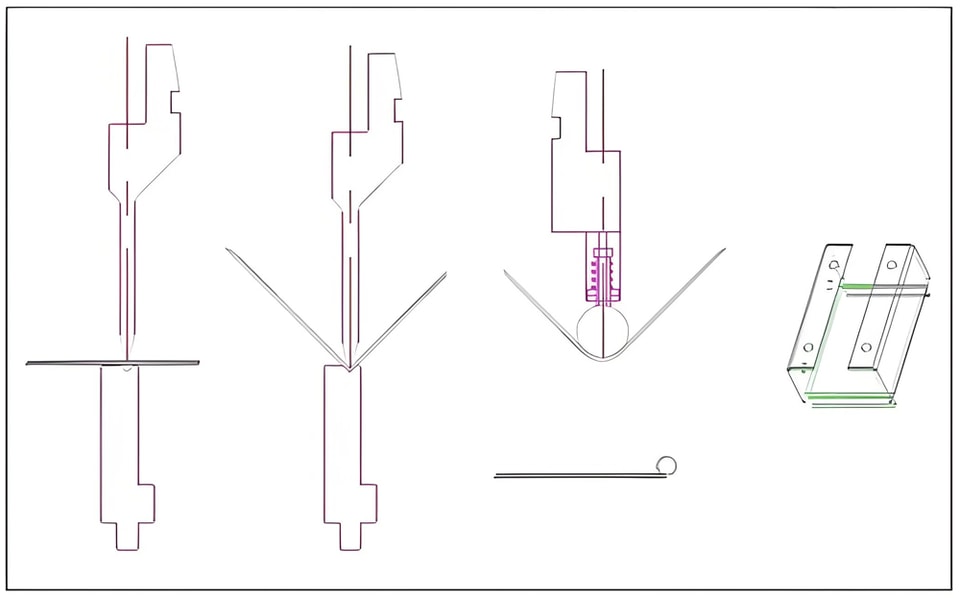
4. Fatores que afetam o tamanho e o ângulo de dobra
A. Núcleos diferentes dos moldes superior e inferior causarão desvio no tamanho da dobra, e a ferramenta deve estar devidamente posicionada.
B. Depois que o batente traseiro se move para a esquerda e para a direita, a distância relativa com a base muda. Você pode usar um paquímetro
para medir e depois ajustar finamente o parafuso do batente traseiro.
C. Ao dobrar, a peça não fica suficientemente paralela ao molde inferior, e a peça retorna após o molde superior ser pressionado, afetando o tamanho da dobra.
D. Quando o primeiro ângulo de dobra não é suficiente, o tamanho da segunda dobra será afetado.
E. O erro cumulativo de dobra levará a um erro maior nas dimensões externas da peça. Portanto, é განსაკუთრებით importante garantir a precisão da dobra em um único lado.
F. As propriedades e a espessura do material afetarão o ângulo de dobra; por isso, cada peça deve ser inspecionada e verificada por amostragem quando dobrada.
G. O comprimento e a espessura da peça são diferentes, e a pressão necessária também é diferente. O comprimento e a espessura da chapa são proporcionais à pressão. Portanto, a pressão de dobra deve ser reajustada quando o comprimento e a espessura da peça mudarem.
H. O tamanho da ranhura em V da matriz inferior é inversamente proporcional à pressão de dobra. Quando o comprimento e a espessura da chapa são constantes, quanto maior a ranhura em V, menor a pressão necessária. Portanto, ao processar peças de diferentes espessuras, o tamanho correto da ranhura em V da matriz inferior deve ser usado conforme exigido. Nesta fase, nossa empresa estabelece o seguinte, e ninguém está autorizado a alterá-lo arbitrariamente.
Espessura | Usar o tamanho da ranhura em V | Espessura | Usar o tamanho da ranhura em V |
t1,2 | V7 | t2,0 | +≤0,6 mm |
t1,5 | V12 |
| V12 |
I. Em uma das extremidades da dobradeira, ou seja, ao processar com carga de um único lado, a pressão de dobra será afetada, o que também prejudica a máquina-ferramenta e é expressamente proibido. Ao ajustar o molde, a parte central da máquina-ferramenta deve estar sempre sob carga.
J. Deformação, danos, desgaste e outros fenômenos do molde afetarão todos os aspectos da dobra e da conformação. Uma vez encontrados, devem ser comunicados e corrigidos a tempo.

