- tel:+86-13222111178
- email:info@ntjugao.com






Dobradeira CNC com Controlador CNC T8: Guia de Instalação e Operação
Dobradeira CNC com Controlador CNC T8: Guia de Instalação e Operação

1. Abastecimento de óleo hidráulico
● Seleção do óleo: Use óleo hidráulico antidesgaste adequado à temperatura ambiente. Em condições padrão,óleo hidráulico antidesgaste 46#é recomendado.
● Volume de óleo: Encha o tanque até80% a 90% da capacidade.

Etapas principais:
● 0:31: Conecte o pedal, alinhando a baioneta do conector aeronáutico e apertando as porcas.
● 0:53: Conecte o cabo de alimentação de acordo com a potência total da máquina. Ligue os fios trifásicos ao interruptor de alimentação do armário elétrico.
● 1:37: Ligue o interruptor de alimentação do armário elétrico.
● 1:57: Verifique se todos os botões de parada de emergência estão liberados.
● 2:07: Acione a bomba de óleo pelo botão na tela e, em seguida, pressione a parada de emergência. Confirme se omotor principal gira no sentido horário(verifique a etiqueta de sentido de rotação do motor).
○ Se girar no sentido anti-horário, troque dois fios de fase e teste novamente.

2. Nivelamento da máquina
3:13Use um nível de bolha para medir a precisão horizontal da mesa de trabalho. Ajuste os parafusos da placa-base (coloque chapas de aço por baixo para garantir estabilidade).
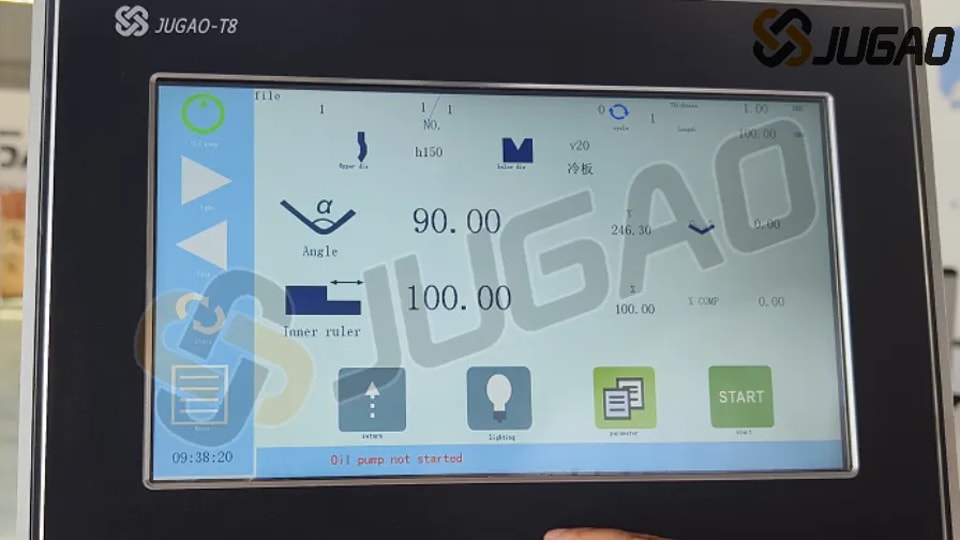
3. Funções da interface do sistema T8
●3:37: Controle da bomba de óleo: Mantenha pressionado por 3 segundos para ligar/desligar o motor.
●3:43: Seleção/Edição da matriz superior: Corresponda a biblioteca às ferramentas reais.
●3:48: Edição da ranhura em V da matriz inferior: Insira os tamanhos reais da ranhura (por exemplo, 8× a espessura da chapa).
●3:55: Entrada de espessura/comprimento do material: Insira os valores medidos.
●4:03: Alternância da exibição do ângulo: Alterne entre o ângulo de dobra e o valor do eixo Y.
●4:07: Ajuste do ângulo de dobra: Insira o ângulo desejado (por exemplo, 90°).
●4:12: Correção de Ângulo: Compense os desvios (por exemplo, insira –1,5° para obter um resultado de 91,5°).
●4:19: Controle do eixo X (batente traseiro): Defina as posições para dimensões internas/externas.
●4:30: Retorno do cursor: Mova para o ponto morto superior.
●4:38: Execução do programa: Pressione “START”; exibe “STOP” durante a operação e “OK” ao concluir.
●4:48: Atraso de pressão: Defina entre 3,0 e 5,0 s para uma dobra ideal.
Modos de operação:
1. Modo polegada: O pedal controla movimentos incrementais.
2. Ciclo único: Conclui todo o ciclo de dobra (descida rápida/lenta + pressão).
3. Modo contínuoPara teste (não produção).
4. Configuração das Ferramentas
●6:28: Seleção da Matriz Superior: Meça e insira a altura real.
●7:14: Ranhura em V da Matriz Inferior:
○Regra: Largura da ranhura = 8× a espessura do material (por exemplo, 8 mm para chapa de 1 mm).
○Substituição: Afrouxe os parafusos, vire a matriz e alinhe a nova ranhura com a lâmina superior.
5. Calibração e Testes
●14:15: Calibração do Ângulo:
○Dobra de teste (por exemplo, chapa de ferro de 1 mm, alvo de 90°).
○Se o erro for >5°: ajuste manualmente o eixo Y (senha: 0313), faça o ajuste fino em incrementos de 0,5–1,0.
●15:52: Calibração do Eixo X: Compense os erros dimensionais medidos.
●17:47: Validação do Programa: Verifique cada dobra em relação aos desenhos; salve após o alinhamento.
●22:47: Sincronização dos Ângulos Esquerdo/Direito:
○Ajuste o eixo de sincronização atrás do cursor (gire 5 voltas/teste até que os ângulos coincidam).

6. Ajuste de Pressão e Alarmes
●26:21: Pressão do Sistema: Ajuste a válvula remota no sentido horário enquanto estiver pressurizado.
○Alarmes Comuns:
○Bomba de Óleo Não Iniciada: Pressione o botão de partida.
○Cursor Não Está na Parte Superior: Retorne à posição superior antes das operações.
○Alarme do Servo: Verifique se há obstruções mecânicas (consulte a JUGAO se o problema persistir).

Conclusão
Este guia aborda instalação, calibração e solução de problemas da prensa dobradeira CNC controlada por T8. Para suporte avançado, entre em contato com Serviços Técnicos JUGAO.
Dica profissional: Verifique sempre as dimensões das ferramentas e as configurações do sistema antes de iniciar a produção.