- tel:+86-13222111178
- email:info@ntjugao.com






Fatores que afetam a tonelagem das dobradeiras
Fatores que afetam a tonelagem das dobradeiras

Métodos de dobra
Métodos de dobra | Influência na tonelagem das máquinas de dobra |
Dobra por ar | Requer maior tonelagem do que a dobra pneumática porque a matriz superior encosta no fundo da matriz. O material entra em contato com a ponta da matriz superior e com a parede lateral da matriz inferior. A tonelagem é mais alta, mas não tão alta quanto na cunhagem. |
Dobra de fundo | Ela exige uma tonelagem maior do que a dobra no ar, porque o punção superior encosta no fundo da matriz. O material entra em contato com a ponta do punção superior e com a parede lateral da matriz. A tonelagem é mais alta, mas não tão alta quanto na cunhagem. |
Cunhagem | Exige a maior tonelagem. O punção e a matriz ficam em contato total com o material, comprimindo-o e afinando-o. São necessárias forças muito altas para fazer o material se conformar ao ângulo da matriz da máquina de dobra |
Diferentes métodos de dobra de metal exigem tonagens diferentes. Por exemplo, na dobra no ar, a tonelagem pode ser aumentada ou reduzida alterando a largura da abertura da matriz.
O raio de dobra afeta a largura da abertura da matriz. Nesse caso, o fator do método deve ser adicionado à fórmula. Ao usar dobra de fundo e cunhagem, a tonelagem necessária é maior do que na dobra no ar.
Se você calcular a tonelagem para a dobra de fundo, precisa multiplicar a tonelagem por polegada da dobra no ar por pelo menos cinco. Se usar estampagem, a tonelagem necessária pode ser ainda maior do que na dobra de fundo.

Largura da matriz
Já aprendemos que, na dobra no ar, a tonelagem necessária diminui à medida que o tamanho da abertura da matriz aumenta e aumenta à medida que o tamanho da abertura diminui.
Isso ocorre porque a largura da abertura da matriz determina o raio interno de dobra, e um raio de matriz menor requer mais tonelagem.
Na dobra no ar, a relação da matriz é normalmente 8:1, o que significa que a distância de abertura da matriz é oito vezes a espessura do material. Nesse caso, a espessura do material é igual ao raio interno de dobra.
Atrito e velocidade
Na dobra no ar, o punção precisa passar pela abertura inferior da matriz para dobrar a chapa metálica. Se a superfície da chapa não estiver lubrificada, o atrito entre a matriz e a chapa aumenta, exigindo mais tonelagem para dobrá-la e reduzindo o retorno elástico do material.
Por outro lado, se a superfície da chapa estiver lisa e lubrificada, o atrito entre a matriz e a chapa diminui, reduzindo a tonelagem necessária para dobrá-la. No entanto, isso aumentará o retorno elástico da chapa.
A velocidade de dobra também afeta a tonelagem necessária. À medida que a velocidade de dobra aumenta, a tonelagem necessária diminui. O aumento da velocidade também reduz o atrito entre a matriz e a chapa, mas isso também aumenta o retorno elástico da chapa.
Propriedades do material
Tonelagem refere-se à força que a dobradeira aplica à chapa metálica. Portanto, a faixa de forças de dobra depende da espessura e da resistência à tração da chapa metálica que está sendo dobrada.
Tipo de material
Um fator é o tipo de material que está sendo dobrado. Materiais com maior resistência à tração, como aço inoxidável ou ligas de alta resistência, exigem mais força para dobrar do que metais mais macios, como alumínio ou cobre. Por exemplo
- Aço inoxidável (grau 316): resistência à tração ~620 MPa; limite de escoamento ~290 MPa.
- Cobre: resistência à tração ~210 MPa; limite de escoamento ~69 MPa.
Materiais mais macios, como o alumínio, apresentam menor resistência, o que reduz a tonelagem necessária, mas aumenta a possibilidade de retorno elástico.
Resistência à tração e limite de escoamento
Materiais diferentes têm resistências à tração diferentes, o que afeta diretamente a força necessária para a dobra. Por exemplo, o aço inoxidável geralmente exige mais tonelagem do que o aço carbono ou o alumínio.
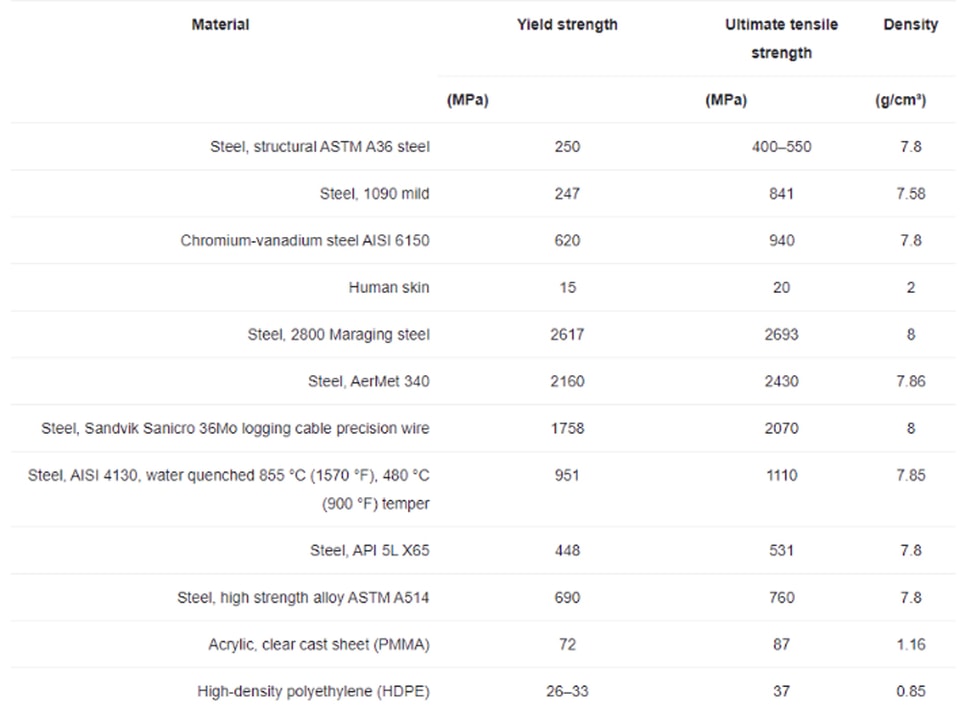
A resistência à tração é a tensão máxima que um material pode suportar sob uma carga constante. Se essa tensão for aplicada e mantida, o material acabará se rompendo. O limite de escoamento, por outro lado, é a tensão na qual um material começa a se deformar plasticamente.
Resistências à tração típicas de alguns materiais
Espessura do material
Outro fator importante é a espessura da chapa metálica. Quanto mais espesso o material, maior a tonelagem necessária, e vice-versa. Materiais mais espessos exigem várias vezes mais tonelagem devido à maior resistência à deformação.
Por exemplo, dobrar a espessura da chapa metálica dobrará a força necessária. De modo geral, quanto mais espesso o material, maior a tonelagem ou força necessária para conformá-lo.
Materiais | Espessura (mm) | Raio de dobra (mm) | Multiplicador de tonelagem | Tonelagem necessária (toneladas/metro) |
Aço carbono | 1 | 1 | 1 | 10 |
Aço carbono | 2 | 2 | 1 | 40 |
Aço carbono | 3 | 3 | 1 | 90 |
Alumínio (5052-H32) | 1 | 1 | 0.45 | 4.5 |
Alumínio (5052-H32) | 2 | 2 | 0.45 | 18 |
Alumínio (5052-H32) | 3 | 3 | 0.45 | 40.5 |
Aço inoxidável (304) | 1 | 1 | 1.45 | 14.5 |
Aço inoxidável (304) | 2 | 2 | 1.45 | 58 |
Aço inoxidável (304) | 3 | 3 | 1.45 | 130.5 |
Aço carbono | 2 | 1 | 1 | 60 |
Aço carbono | 2 | 3 | 1 | 30 |
Aço inoxidável (304) | 2 | 1 | 1.45 | 87 |
Aço inoxidável (304) | 2 | 3 | 1.45 | 43.5 |
A tabela mostra que
- À medida que a espessura do material aumenta, a tonelagem necessária para todos os materiais aumenta significativamente. Dobrar a espessura de 1 mm para 2 mm aumenta a tonelagem em quatro vezes.
- O alumínio exige cerca de 45% mais tonelagem do que o aço carbono da mesma espessura, e o aço inoxidável exige cerca de 45% mais tonelagem do que o aço carbono.
- Reduzir o raio interno de dobra mantendo a espessura constante aumenta a tonelagem necessária. Reduzir o raio pela metade, de 2 mm para 1 mm, aumenta a tonelagem em 50%.
- O multiplicador de tonelagem varia conforme o tipo de material e a resistência à tração. Neste exemplo, ele é 1,0 para aço carbono, 0,45 para alumínio 5052-H32 e 1,45 para aço inoxidável 304.
Retorno elástico
Após a dobra, os materiais tendem a retornar levemente à forma original. Materiais de alta resistência apresentam maior retorno elástico, por isso a tonelagem e o ferramental precisam ser ajustados para obter ângulos precisos.
Comprimento de dobra e ângulo
Comprimento de dobra
O comprimento de dobra da mesa da prensa dobradeira é o comprimento máximo que uma chapa metálica pode ser dobrada. O comprimento de dobra da prensa dobradeira deve ser ligeiramente maior que o material a ser dobrado.
Se o comprimento da mesa estiver incorreto, podem ocorrer danos à matriz ou a outros componentes. Uma calculadora de carga de dobra pode ajudar a determinar a tonelagem necessária com base na espessura do material e em outros fatores, como o comprimento de dobra e a largura da abertura em V.
Ângulo de dobra
Quanto maior o ângulo, maior a tonelagem necessária devido ao aumento da compressão do material no ponto de dobra. Por outro lado, ângulos maiores exigem menos força, mas podem resultar em dobras menos precisas.
Fatores de ferramental
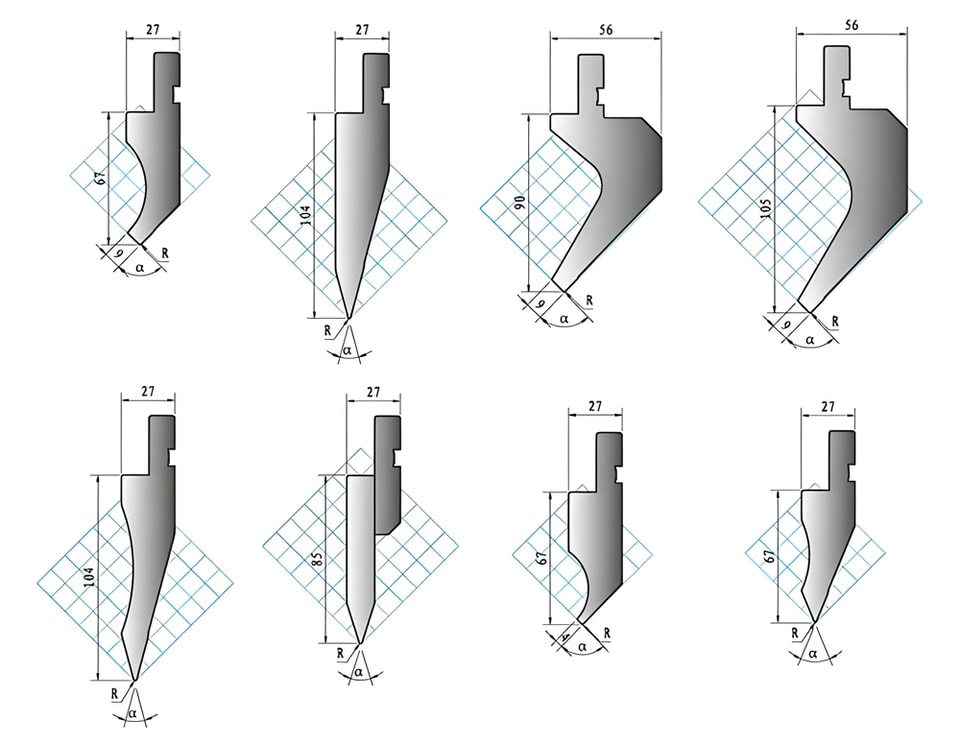
Os punções de prensa dobradeira também são um fator a considerar. Esses punções também têm limitações de carga de dobra. Punções em V de ângulo reto podem suportar cargas de tonelagem maiores.
Como as matrizes de ângulo agudo têm um ângulo menor e são fabricadas com menos material, como as matrizes pescoço de ganso, elas não são tão indicadas para suportar cargas pesadas.
Ao usar diferentes matrizes, a força máxima de dobra não deve ser excedida. Além disso, o raio da matriz e o raio de dobra também afetam os requisitos de tonelagem.
Um raio de matriz maior pode resultar em aumento da força de dobra necessária. Da mesma forma, quanto maior o raio de dobra, maior a tonelagem exigida.
A relação entre a largura da abertura da matriz e a espessura do material é outro fator a considerar. Para materiais mais finos, recomenda-se uma relação de matriz menor (como 6:1).
Materiais mais espessos podem exigir uma relação de matriz maior (como 10:1 ou 12:1) para reduzir a força de dobra e manter a aplicação dentro da capacidade da máquina de dobrar.
Desgaste de ferramentas a longo prazo
- Desgaste gradual:
Com o tempo, operações repetidas de alta pressão fazem com que as ferramentas percam o fio e a integridade estrutural. Se isso não for tratado, esse desgaste pode levar a dobras inconsistentes e à redução da qualidade da peça.
- Impacto na vida útil da ferramenta:
Sobrecarregar uma ferramenta além de sua capacidade nominal (por exemplo, usinar chapa grossa com uma matriz estreita) pode causar microfissuras ou falha catastrófica durante a operação. Inspeções regulares são essenciais para evitar paradas inesperadas ou riscos à segurança.
- Requisitos de manutenção:
Ferramentas sobrecarregadas exigem manutenção ou substituição mais frequente, aumentando os custos operacionais. Sistemas de monitoramento ou softwares de manutenção preditiva podem ajudar a identificar padrões de desgaste precocemente e otimizar o uso das ferramentas.

