- tel:+86-13222111178
- email:info@ntjugao.com






Como evitar que tubos fiquem achatados durante a dobra? Dicas valiosas de um artesão experiente
Como evitar que tubos fiquem achatados durante a dobra? Dicas valiosas de um artesão experiente

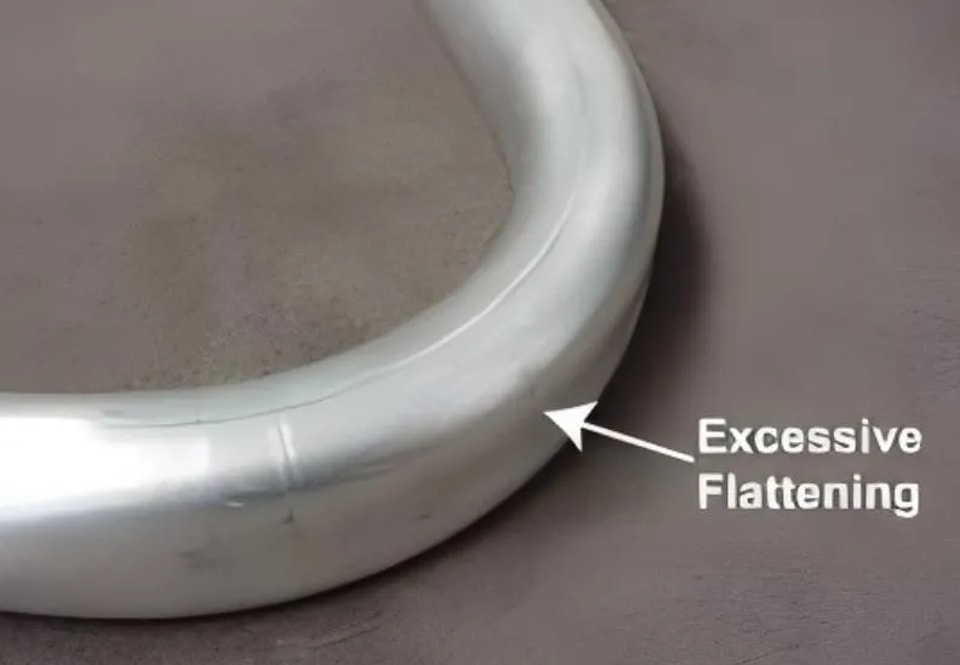
Um dos problemas mais irritantes na curvatura de tubos é o “achatamento”—o tubo não fica redondo, ficando oval ou até mesmo colapsando completamente. Além de ficar feio, os parafusos não conseguem passar pelo tubo, tornando-o inutilizável. Siga estas dicas e você pode reduzir os problemas de achatamento em mais de metade.
1. Não economize demais no raio de dobra; a relação R/D não deve ser inferior a 3.
A causa mais comum do achatamento do tubo é um raio excessivamente pequeno. R é o raio do centro de dobra e D é o diâmetro externo do tubo. Idealmente, R/D deve ser≥3. Se for necessário um raio pequeno (por exemplo, R/D=2), é indispensável usar mandril e matriz antirrugas; não force.
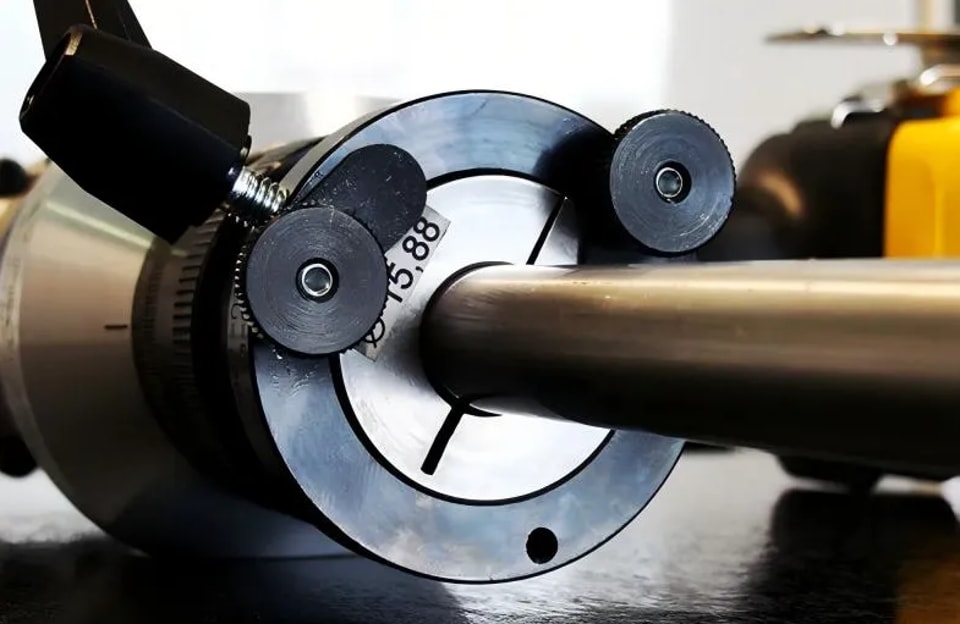
2. O mandril é essencial, e sua posição é crucial.
Para tubos de parede fina ou dobras de pequeno raio, o mandril atua como um “suporte interno”. Sem ele, a parede interna não pode ser sustentada e ocorrerá achatamento. Alinhe o centro da primeira articulação esférica do mandril de ponta esférica com o ponto tangente da matriz de dobra, avançando de 0,5 a 1,5 mm. Se ficar muito à frente, riscará a parede interna; se ficar muito atrás, não dará suporte. Além disso, o mandril e o diâmetro interno do tubo devem corresponder; uma folga grande é inútil.
3. Ajuste corretamente a folga entre a matriz antirrugas e a matriz de dobra.
A matriz antirrugas deve ficar rente à matriz de dobra. A folga deve ser ajustada de acordo com o diâmetro externo do tubo, aproximadamente 0,1 a 0,2 mm (a espessura de uma folha A4). Se a folga for muito grande, o interior do tubo enrugará e acabará achatando; se for muito pequena, irá riscar. Depois de ajustar, faça um teste de dobra em um tubo para verificar; não basta instalar e deixar sem acompanhamento.
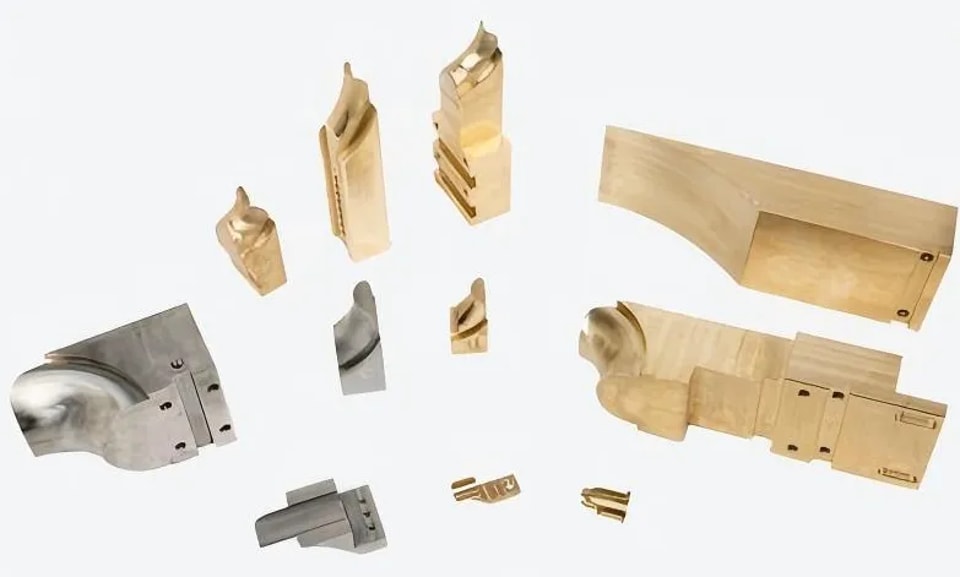
4. A canaleta da matriz deve encaixar corretamente; não use a matriz errada.
O raio da canaleta na matriz de dobra deve ser igual à metade do diâmetro externo do tubo. Se a canaleta for muito grande, o tubo vai balançar dentro dela e achatar com facilidade; se for muito pequena, forçá-lo diretamente o deformará. Ao trocar o diâmetro do tubo, a matriz deve ser substituída de acordo; não tente improvisar.
5. Evite usar tubos excessivamente finos ou macios.
Paredes finas são propensas ao achatamento durante a dobra. Ao selecionar o material, calcule D/t (diâmetro externo/espessura da parede). Uma relação acima de 40 indica tubo de parede fina, exigindo mandril. Tubos macios de cobre e alumínio são propensos ao achatamento após o recozimento; considere usar enchimentos (areia, molas de dobra) ou materiais mais duros.
6. Evite velocidades de dobra excessivamente altas.
Uma velocidade muito alta impede a deformação adequada do material, gerando tração externa e compressão interna, o que facilmente causa achatamento. Reduza a velocidade para 30% a 50%, especialmente na etapa inicial, permitindo tempo para um fluxo uniforme do material.
7. Não economize no lubrificante de dobra.
A lubrificação insuficiente aumenta o atrito entre a matriz e o tubo, elevando a tensão e a pressão, o que agrava o achatamento. Use lubrificante específico para dobra, aplicando-o uniformemente no mandril e nas superfícies da matriz.
Para evitar o achatamento, há três pontos importantes: ①Suporte (uso de mandril e matriz antirrugas) ②Rotação suave (compatibilidade da matriz e lubrificação adequada) ③Movimento estável (raio suficiente e baixa velocidade). Primeiro, dobre uma peça para testar a ovalização (normalmente exigida em no máximo 8% a 10%) antes da produção em massa.
