- tel:+86-13222111178
- email:info@ntjugao.com






Se a temperatura da curvadora de tubos estiver errada, nove em cada dez vezes os tubos virarão sucata.
Se a temperatura da curvadora de tubos estiver errada, nove em cada dez vezes os tubos virarão sucata.

Ao longo dos anos, percebi que muitos operadores simplesmente ignoram a temperatura. Eles colocam os tubos diretamente na máquina quando ainda estão frios e não se importam se a temperatura do óleo está alta demais. O resultado são tubos que acabam rachando ou amassando, e eles nem conseguem descobrir o motivo. A temperatura não parece um grande problema, mas pode ser fatal.
1. Os tubos racham ao dobrar devido às baixas temperaturas
Isso fica mais evidente no inverno. O aço carbono e o aço inoxidável perdem plasticidade em baixas temperaturas, tornando-se rígidos. Quando a máquina de dobrar tubos aplica força, a parte externa é esticada e surgem rachaduras imediatamente. Uma inspeção cuidadosa da superfície externa da dobra revela inúmeras microfissuras; rachaduras graves podem até atravessar o tubo.
Solução: No inverno, deixe os tubos aquecerem na oficina por um dia ou use um aquecedor para elevar a temperatura acima de 15°°C antes da dobra. Não seja preguiçoso com isso.
22. A temperatura incorreta do óleo hidráulico causa movimento irregular do ângulo
O óleo hidráulico é a força vital de uma máquina de dobrar tubos; sua temperatura afeta diretamente a estabilidade da operação.
Temperatura do óleo muito baixa (<15℃): O óleo fica muito espesso, fazendo o braço de dobra se mover de forma lenta e irregular. A compressão desigual no interior do tubo resulta em linhas onduladas.
Temperatura do óleo muito alta (>55℃): O óleo fica fino demais, causando vazamentos internos e queda de pressão. Uma dobra de 90 graus pode resultar apenas em um retorno de 85 graus, com ângulos inconsistentes em cada tubo.
Após ligar a máquina, deixe-a em marcha lenta por 5 a 10 minutos para aquecer. Durante o funcionamento contínuo, monitore o indicador de temperatura do óleo. Se a temperatura ultrapassar 50℃, ligue o resfriador de óleo ou o ventilador para reduzir a temperatura. 35 a 45℃ é a faixa mais confortável.
3. Superaquecimento e arranhões na superfície do tubo devido ao atrito
Durante a dobra contínua em alta velocidade, o tubo e a matriz se atritam em alta velocidade, fazendo a temperatura local disparar acima de 100°°C. Nesse ponto, o filme de óleo de dobra é queimado, levando ao atrito direto metal com metal. Surgem riscos largos na superfície do tubo, e uma camada de cavacos metálicos adere à matriz, piorando com o atrito contínuo.
Não pressione o ciclo com muita intensidade; dê à matriz algum tempo para esfriar. Use óleo de dobra especial resistente a altas temperaturas; não use óleo comum de máquina.
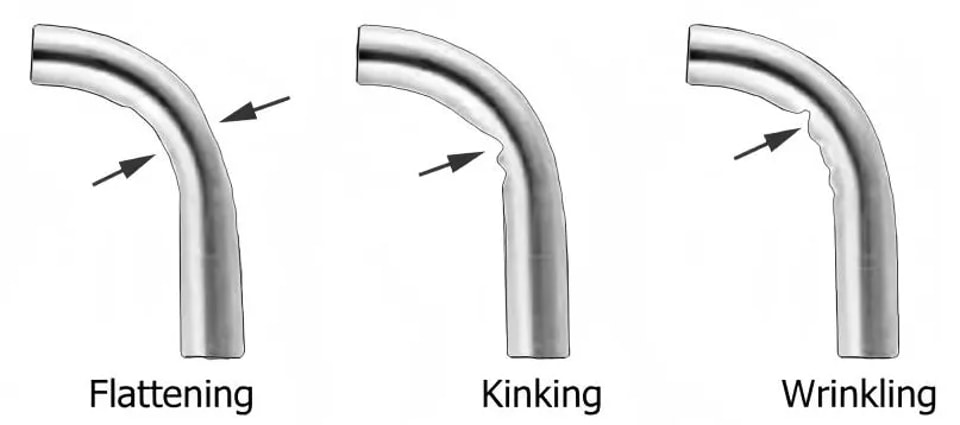
44. Aquecimento localizado durante a dobra: o controle de temperatura inadequado leva a grandes vincos
Alguns processos utilizam aquecimento por indução para auxiliar na dobra. Se a temperatura ficar muito alta (ultrapassando a temperatura de recristalização do material), a face interna do tubo fica tão macia quanto macarrão, em vez de se comprimir e formar grandes rugas. A espessura da parede externa também diminui drasticamente, tornando-a mais propensa a rachaduras.
Ao utilizar processos de dobra a quente, é necessário usar um termômetro infravermelho para monitoramento em tempo real. O aquecimento deve ser interrompido assim que a temperatura for atingida; não confie em suposições.

A temperatura é algo a que ninguém costuma dar muita atenção, mas ela pode arruinar o seu trabalho. Pré-aqueça os tubos se estiverem frios, resfrie o óleo se estiver muito quente e reduza a velocidade e adicione o lubrificante adequado se houver atrito excessivo. Fazer essas três coisas reduzirá rachaduras, rugas e arranhões em pelo menos metade.
