- tel:+86-13222111178
- email:info@ntjugao.com






Se o CLP da sua curvadora de tubos falhar, não se apresse em substituir peças. Use este método de solução de problemas para uma solução rápida e precisa.
Se o CLP da sua curvadora de tubos falhar, não se apresse em substituir peças. Use este método de solução de problemas para uma solução rápida e precisa.

Se a sua máquina de dobra de tubos parar repentinamente ou o ângulo mudar de forma irregular, o mais provável é que não seja um problema mecânico, mas sim um alarme do PLC. Esse PLC é o cérebro da máquina; todas as ações são controladas por ele. Se ele apresentar falha, a máquina ficará operando de forma caótica. Abaixo está um método que venho acumulando ao longo dos anos. Usando essa lógica, a maioria dos problemas pode ser encontrada em menos de meia hora.
1. Primeiro verifique o alarme, não chute.
Quando a máquina dispara um alarme, sua primeira reação não deve ser ajustar os parâmetros, mas anotar o código de alarme exibido no IHM. Muitos códigos de alarme podem indicar diretamente qual sensor ou eixo está com falha. Um fabricante adicionou um bloqueio de tempo ao PLC; depois que o tempo terminou, a máquina parou de se mover, mas a tela ainda exibia tudo normalmente—tudo por causa de um único código de alarme, que demorou muito para ser descoberto.
II. Faça a análise na ordem certa, sem improvisar
①Tente reiniciar
Este é o passo mais simples e eficaz. Desligue a máquina, espere 20 a 30 segundos e então ligue-a novamente. Muitos problemas de comunicação desaparecem assim. Não tenha pressa para desmontar nada.
②Faça um reset de zero para que a máquina volte à origem
Às vezes os sinais dos sensores ficam fora do alvo ou os encoders acumulam erros. Redefinir manualmente todos os eixos para a origem mecânica pode resolver o problema.
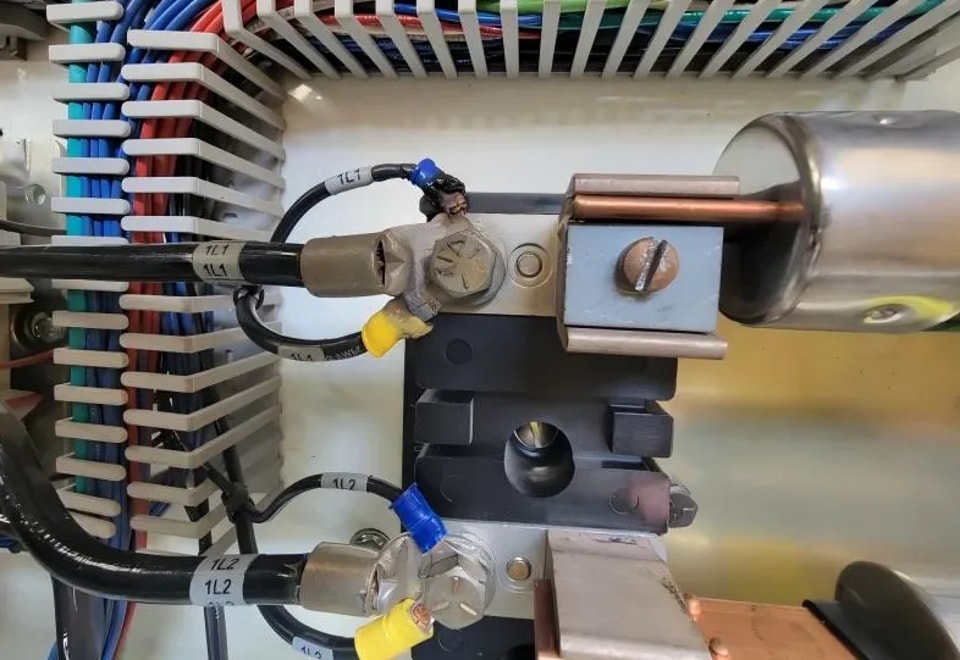
③Verifique a alimentação elétrica e a fiação
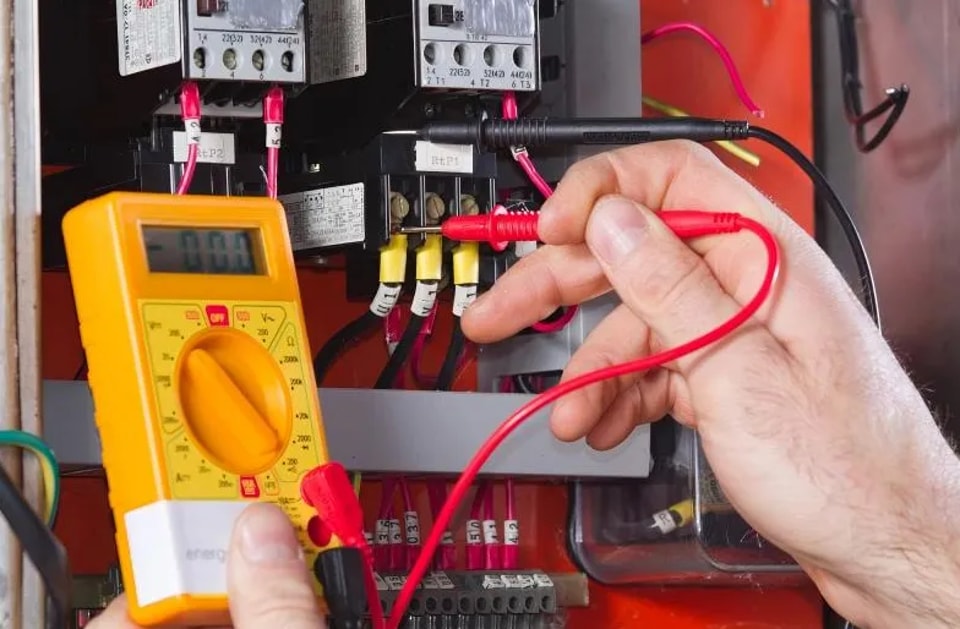
A maioria das falhas do PLC se deve a problemas na alimentação elétrica ou na fiação. Tensão instável, conectores frouxos ou uma fonte de alimentação envelhecida podem fazer o PLC interpretar os sinais de forma incorreta. Por exemplo, uma máquina de dobra de tubos ficava ultrapassando o ângulo; trocar os sensores não resolveu. Descobriu-se que o capacitor de filtro da fonte de 24 V era insuficiente; a adição de um capacitor em paralelo resolveu o problema. Use um multímetro para medir a saída de 24 V; se estiver instável, substitua primeiro a fonte de alimentação. Não se apresse em trocar os módulos.
④ Verifique os sinais dos sensores
Na página de diagnóstico da IHM, monitore o status de entrada de cada sensor, um por um. Sensores de fixação desalinhados, fins de curso do spindle não acionados e sinais do encoder oscilantes—são facilmente identificáveis na página de diagnóstico. Se o sinal oscilar de forma instável, é provável que o problema seja um sensor defeituoso ou um cabo solto. Distinga entre problemas de software e de hardware; o processo de eliminação é uma boa forma de localizar falhas [15†L5-L8].
⑤ Verifique o cabo de comunicação.
Um cabo de comunicação solto ou rompido entre o servoacionamento e o PLC também fará a máquina parar. Reconecte o conector e verifique as luzes indicadoras.
⑥ Verifique a carga externa e certifique-se de que todos os botões de parada de emergência e chaves fim de curso estejam resetados.
Muitas vezes, uma máquina para não por causa de uma falha grave, mas porque o botão de parada de emergência foi pressionado acidentalmente ou uma porta de segurança não foi fechada corretamente. Esses pequenos detalhes muitas vezes passam despercebidos.
III. Algumas soluções rápidas
1. Adicione um capacitor grande para filtragem: se a saída da fonte de alimentação da comutação do ângulo estiver instável, um capacitor de 2200 µF pode ser conectado em paralelo ao terminal de saída de 24 V para absorver as variações.
2. Recarregue o programa: se o arquivo do programa estiver corrompido, basta substituí-lo por uma cópia de backup.
3. Calibre o sensor: se o sinal do sensor estiver incorreto, ele precisa ser recalibrado para zero.
IV. Alguns pontos de atenção na operação diária
1. Faça backup do programa do PLC regularmente. Perder o programa significa que você terá de mandar o fabricante reescrever toda a máquina, o que é trabalhoso e caro.
2. Mantenha o painel elétrico seco e bem ventilado. Os módulos PLC são propensos a problemas em ambientes de alta temperatura e umidade.
3. Estabeleça um sistema de inspeção. Verifique diariamente a fiação no painel elétrico e aperte quaisquer conexões frouxas.
V. Um plano de contingência
Se os métodos acima falharem, primeiro tente restaurar uma cópia anterior do programa e reinstalá-la. Se o problema persistir, anote os códigos de falha e os sintomas na IHM e entre em contato com o suporte técnico do fabricante. Muitos equipamentos agora oferecem diagnóstico remoto, que é muito mais rápido do que enviar alguém ao local.

A maioria das falhas de PLC é elétrica, decorrente de problemas em periféricos como fontes de alimentação, fiação e sensores. No entanto, alguns problemas são causados por travamentos de software, como bloqueios temporais ou erros lógicos, que não podem ser resolvidos com a substituição de hardware. Se você não tem habilidade em reparo de circuitos, a reprogramação e a restauração de parâmetros são suas ferramentas mais práticas. Comece pelos periféricos antes de avançar para o núcleo; afiar as ferramentas antes de cortar a madeira é essencial.
