- tel:+86-13222111178
- email:info@ntjugao.com






Processo de Soldagem a Laser - Parâmetros
Processo de Soldagem a Laser - Parâmetros

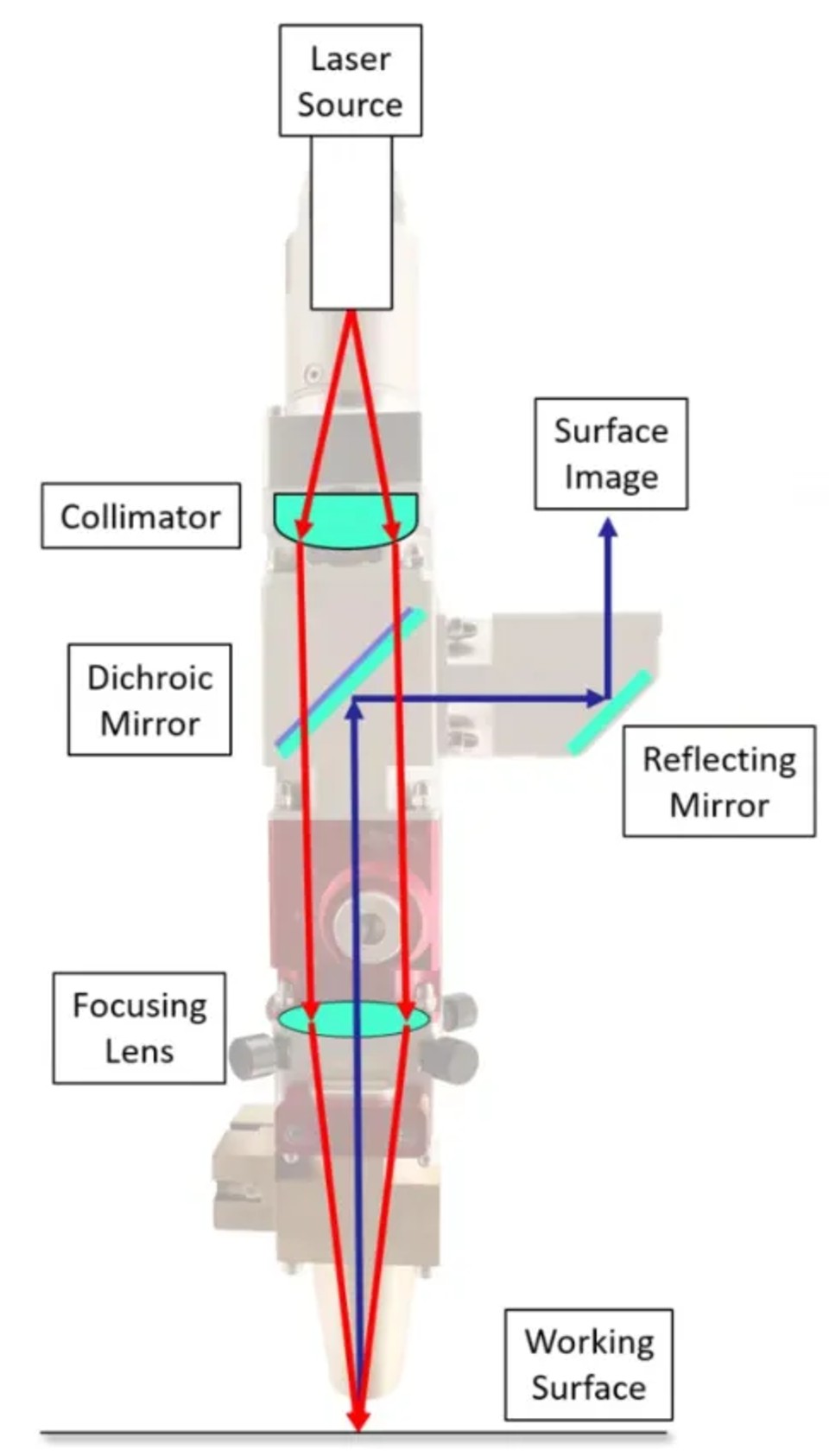
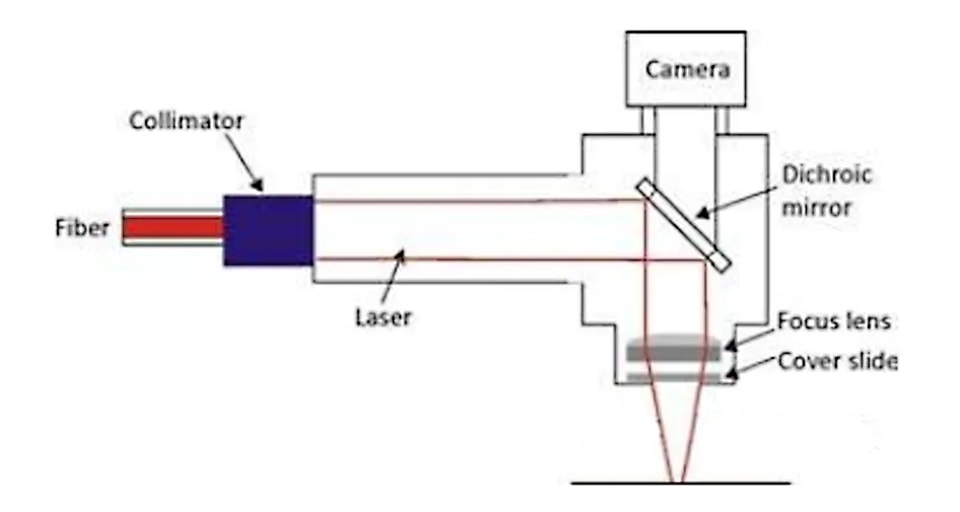
Um sistema de soldagem a laser é composto por um laser, fibra óptica de transmissão, cabeça de colimação e focalização ou galvanômetro etc. A luz proveniente da fibra óptica é divergente e precisa ser colimada em luz paralela por uma lente colimadora e, em seguida, focalizada por uma lente de foco (efeito de lupa). Os principais parâmetros durante a depuração do processo a laser incluem: potência, velocidade, desfoque e gás de proteção.
Em geral, antes de determinar os parâmetros de uma peça, é necessário primeiro definir a velocidade de processamento. Isso exige comunicação com o cliente para determinar a velocidade com base em suas necessidades. Por exemplo, se houver requisitos de tempo de ciclo de produção e produção, a velocidade aproximada pode ser determinada trabalhando de trás para frente. Depois, os ajustes do processo podem ser feitos com base nisso.

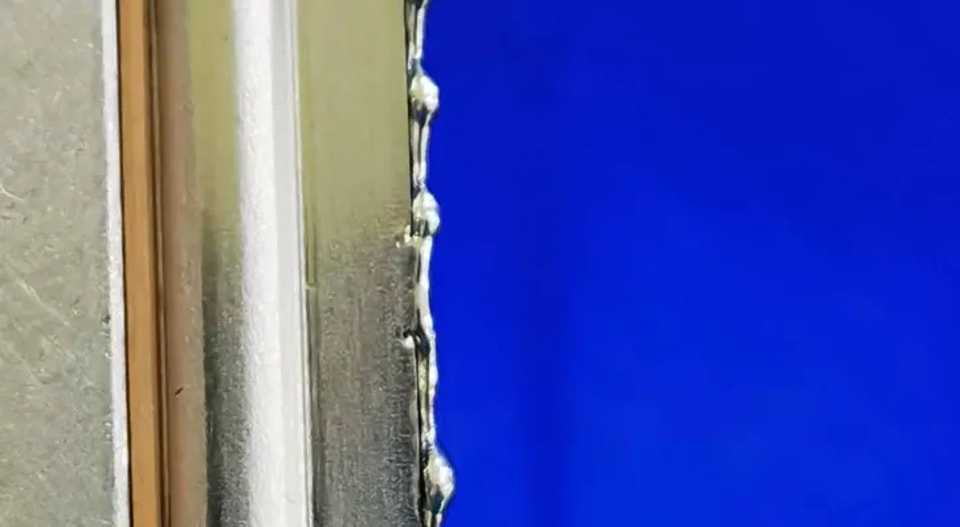
Em geral, uma velocidade excessiva resultará em uma característica em forma de V, como mostrado na imagem.
Potência: refere-se à potência de soldagem a laser, geralmente ajustada por meio da forma de onda. A soldagem a laser é um processo de conversão de energia que envolve entrada e absorção de calor. Portanto, controlar a forma de onda e a potência exige ampla experiência. Diferentes materiais, espessuras, tipos de solda e equipamentos variam entre si. Para alcançar o desempenho ideal, é necessário prestar muita atenção à energia; as mudanças na forma de onda afetam a variação da energia unitária. O software normalmente inclui esse ajuste, que pode ser monitorado para acumular conhecimento sobre como diferentes materiais afetam as variações de energia. O controle de trincas geralmente exige mais experiência. As características metalográficas correspondentes à potência na soldagem de junta reta são a profundidade e a largura da solda. Se a profundidade e a largura da solda forem muito pequenas, aumente a energia; se forem muito grandes, diminua a energia.
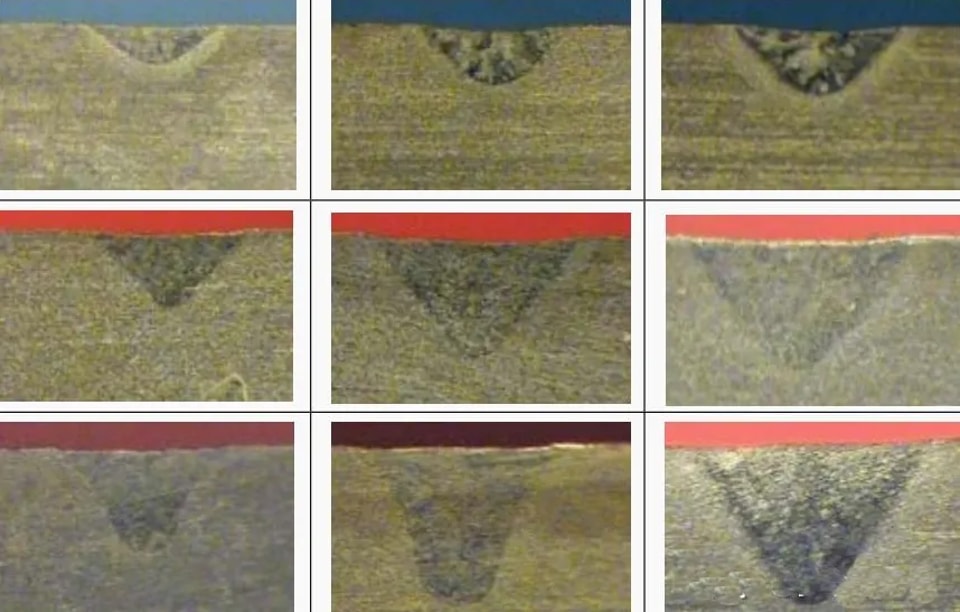
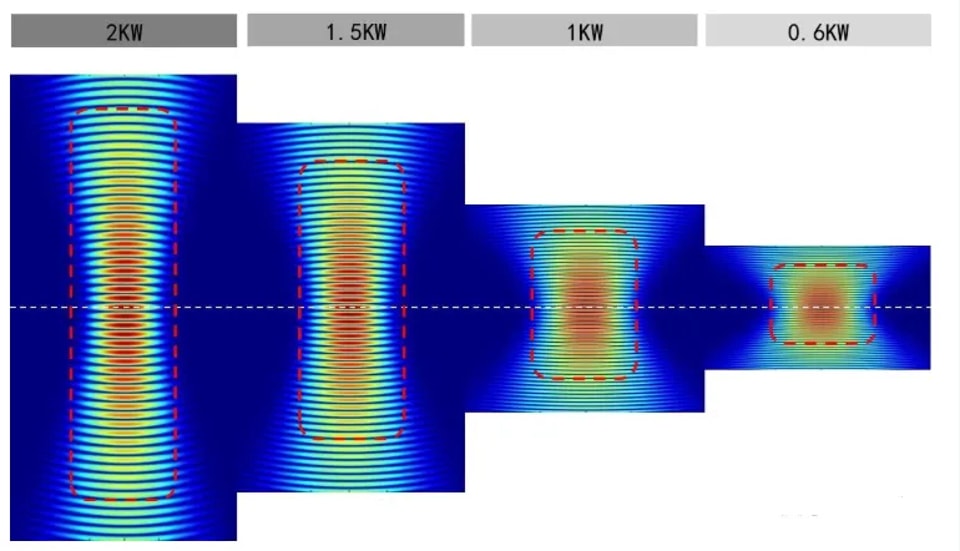
Diferentes níveis de potência afetam diretamente a profundidade de fusão, como mostrado na figura, que é uma imagem metalográfica da profundidade de fusão em diferentes níveis de energia.

A energia insuficiente frequentemente resulta em soldas parciais ou incompletas, como mostrado na imagem. Apenas uma fina camada superficial se funde, com penetração muito rasa, tornando difícil atender aos requisitos do processo.
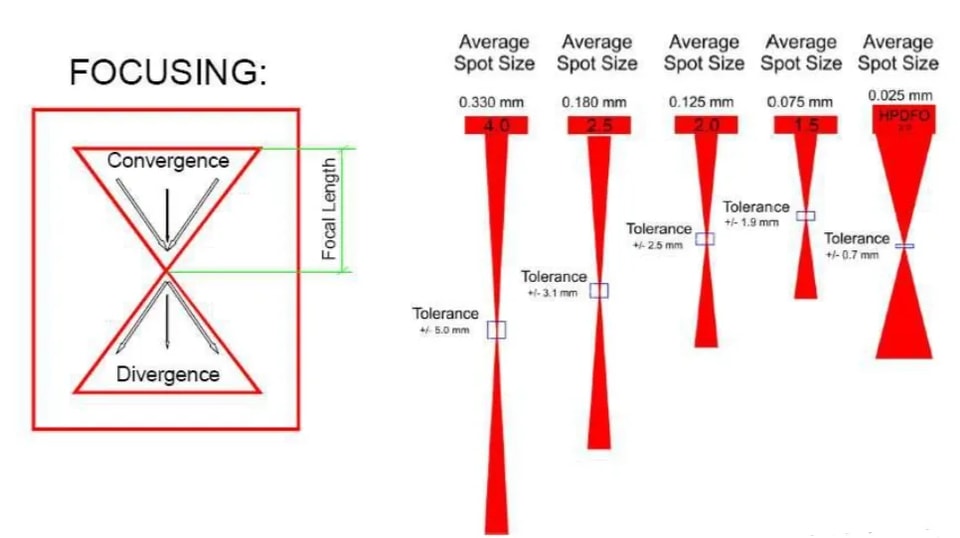
Desfocagem: primeiro, a energia unitária do feixe de laser não é uniforme em cada posição. A energia é mais concentrada no ponto focal, resultando no menor tamanho de ponto (área de atuação do laser menor, energia mais concentrada). Portanto, todos os ajustes de parâmetros só têm significado depois que o ponto focal é determinado. Encontrar o ponto focal é, portanto, crucial e uma tarefa tecnicamente exigente.
Gás de proteção: existem muitos tipos de gases de proteção. Em linhas de produção industrial, geralmente se usa nitrogênio para controlar custos, enquanto o argônio é o principal gás usado em laboratórios. Hélio e outros gases inertes também são utilizados. Em geral, esses dois são comumente usados em situações especiais. Como a soldagem a laser é um processo de alta temperatura e reação intensa, o metal se funde e evapora. O metal é extremamente ativo em altas temperaturas e, ao encontrar oxigênio, produz uma reação violenta, resultando em grande quantidade de respingos e em uma superfície de solda áspera e irregular. Portanto, o gás de proteção é usado para criar um ambiente livre de oxigênio em uma pequena área (próxima à poça de fusão), a fim de evitar reações de oxidação violenta que causariam soldas de baixa qualidade e uma superfície externa áspera.
Se o gás de proteção for excessivo, ele afastará a poça de fusão; se for insuficiente, não conseguirá proteger eficazmente a poça de fusão contra o oxigênio. É preciso ajustá-lo com flexibilidade de acordo com as condições de trabalho no local.
