- tel:+86-13222111178
- email:info@ntjugao.com






Dominando a calibração do eixo X no controlador E21 para dobras de precisão
Dominando a calibração do eixo X no controlador E21 para dobras de precisão

5. Acessando o menu de calibração
• Clique duas vezes no botão P para entrar no ambiente de programação
• Esta interface permite a configuração dos parâmetros de dobra e a calibração dos eixos
• Configure o posicionamento do eixo X (batente traseiro) para uma colocação ideal do material
• Defina as posições desejadas do batente traseiro e as sequências de dobra em várias etapas
• Otimize as configurações de calibração para diferentes materiais e espessuras
• A calibração adequada do eixo X melhora a precisão e a repetibilidade da dobra
• Sempre verifique as configurações com dobras de teste antes de iniciar a produção total
6. Insira a senha:
Quando o sistema solicitar uma senha,. Após inserir a senha, pressione o botão ENTER para confirmar. Essa ação concede acesso à página TEACH, onde você pode prosseguir com o processo de calibração do eixo X. A página TEACH permite ao usuário definir e ajustar os parâmetros da máquina, garantindo controle preciso sobre o posicionamento do batente traseiro. A calibração adequada do eixo X é crucial para obter resultados de dobra precisos. Se você encontrar qualquer problema ao inserir a senha ou acessar a página TEACH, consulte o manual da máquina ou entre em contato com o suporte técnico da JUGAO para obter assistência.

7. Calibre o eixo X:
● NaTEACHpágina docontrolador E21, navegue até o primeiro item, que está diretamente relacionado àcalibração do eixo X. Esta função permite ajustar com precisão aposição do batente traseiro, garantindo resultados de dobra precisos. Ao selecionar esta opção, você pode entrar no modo de calibração, onde pode definir a posição de referência e ajustar finamente o movimento do eixo X. Siga as instruções na tela para inserir as medições corretas e confirmar a calibração. A calibração adequada garante que o batente traseiro se mova de acordo com os valores programados, reduzindo erros de dobra e melhorando a precisão geral. A calibração regular do eixo X ajuda a manter o desempenho consistente e a alta precisão nas operações de dobra de metal.
● Neste campo, insira ocomprimento medido real. Esta etapa garante que a dobradeira reconheça com precisão o posicionamento real do batente traseiro. A entrada precisa desse valor é crucial para obter precisão consistente na dobra. Se o comprimento medido diferir do valor predefinido, ajustá-lo aqui permite que o controlador E21 compense quaisquer discrepâncias, melhorando a repetibilidade. Após inserir o comprimento correto, confirme a entrada pressionando a tecla apropriada. Esta etapa de calibração ajuda a eliminar erros no movimento do eixo XMovimento do eixo X, garantindodobras de alta precisão e reduzindo o desperdício de material.
● Após ajustar asconfigurações de calibração do eixo X nocontrolador E21, pressione oENTER para confirmar e aplicar as alterações. Esta etapa garante que o novoposição do batente traseirovalor do eixo Xdobras precisas. É essencial verificar a calibração realizando umadobra de teste e medindo os resultados. Se necessário, ajuste finamente as configurações para obter a precisão ideal. Uma calibração adequadacalibração do eixo X melhoraa repetibilidade e garante que cada dobra atenda às especificações exigidas, reduzindo o desperdício de material e aumentando a eficiência da produção.
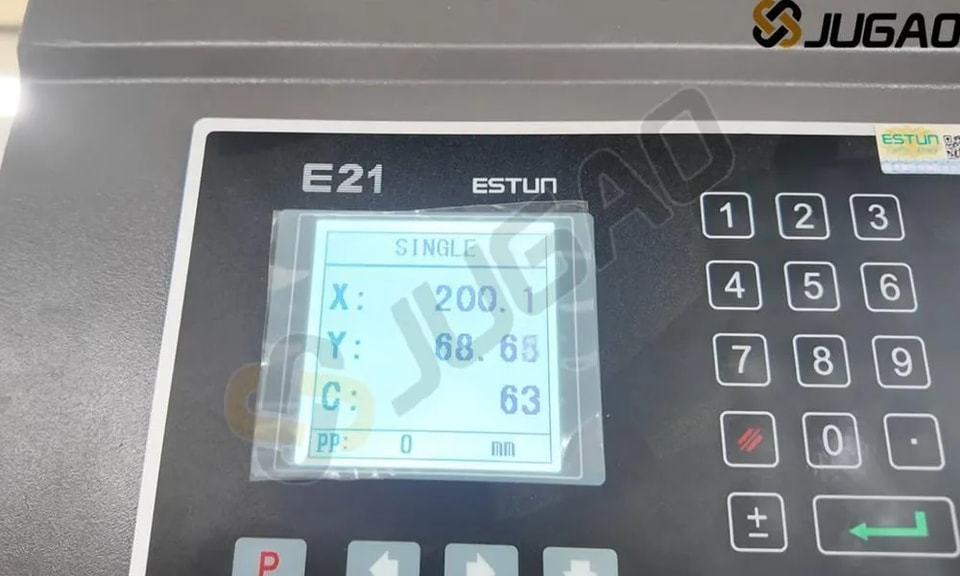
8. Volte para a página SINGLE:
Dê um duplo clique noP mais uma vez para voltar àpágina SINGLE no controlador E21. Essa ação garante que o sistema saia da interface de configuração de parâmetros e retorne à tela operacional padrão. A página SINGLE é a interface padrão onde você pode definir e ajustar programas de dobra para a sua prensa dobradeira. Ao retornar a esta página, o controlador fica pronto para a operação normal, permitindo que você prossiga com as tarefas de dobra. Se necessário, você pode reentrar nas configurações de parâmetros pressionando oP botão novamente, garantindo ajustes contínuos nascalibração do eixo X ou em outras configurações da máquina.

9. Refaça o teste dobrando outra chapa:
● Execute outra operação de dobra usando as mesmas configurações e meça cuidadosamente as dimensões da chapa resultante. Certifique-se de que a medição seja feita com precisão usando um paquímetro ou outras ferramentas de medição de precisão. Compare a posição real da dobra com o valor programado nocontrolador E21. Se a medição ainda se desviar do valor esperado, faça pequenos ajustes nasconfigurações do eixo X conforme necessário. Repita esse processo até que o resultado da dobra corresponda às especificações desejadas. A calibração adequada garantealta precisão na dobra de metais, reduz o desperdício de material e aumenta a eficiência geral da produção. Verifique sempre várias vezes para obter o alinhamento mais preciso.

● A etapa final noprocesso de calibração do eixo X é medir o comprimento real de dobra da peça. Após fazer o ajuste e executar uma dobra de teste, use uma ferramenta de medição precisa para verificar o comprimento da aba. Se a medição estiver incorreta, repita as etapas de calibração e faça os ajustes finos necessários. Um eixo X devidamente calibrado aumenta significativamente a precisão da dobra, minimiza erros e melhora a eficiência geral na fabricação de chapas metálicas.

Seguindo sistematicamente este protocolo de calibração, você pode manter o desempenho ideal do eixo X no seu controlador E21. A calibração regular garante precisão contínua e maximiza a eficiência operacional da sua prensa dobradeira.
