- tel:+86-13222111178
- email:info@ntjugao.com






Controle de temperatura da máquina de curvar tubos: ignorar estes pontos gerará apenas sucata
Controle de temperatura da máquina de curvar tubos: ignorar estes pontos gerará apenas sucata

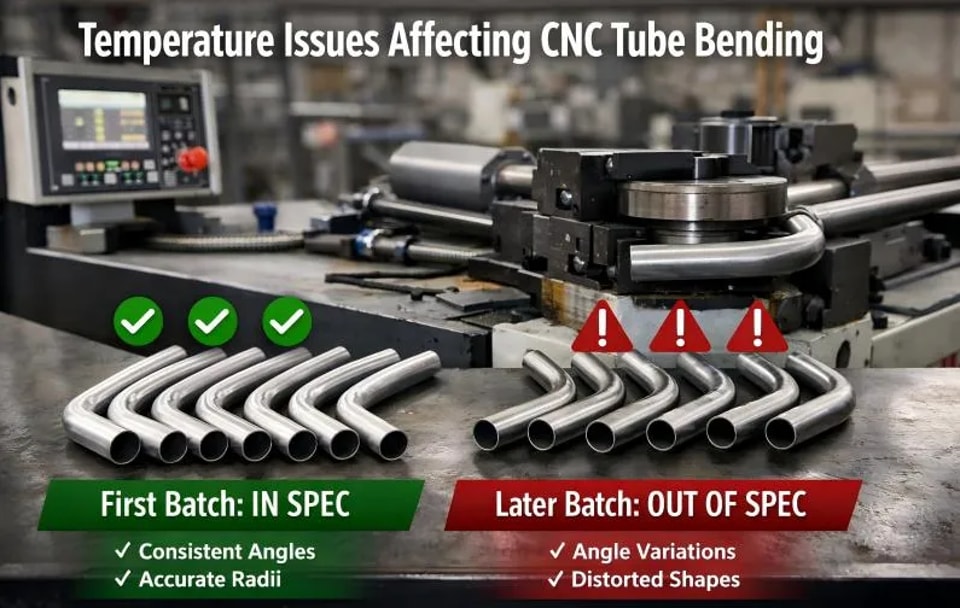
Passando algum tempo na oficina, você perceberá um fenômeno estranho: a mesma máquina de dobra de tubos funciona perfeitamente no verão, mas os problemas aparecem no inverno—os tubos racham, os ângulos ficam instáveis e as superfícies enrugam. Muitas pessoas gastam muito tempo ajustando programas e trocando moldes, mas o problema na verdade está na temperatura.
A temperatura pode parecer insignificante, mas seu impacto na qualidade da dobra de tubos é muito maior do que você imagina. A seguir, vou detalhar os três fatores mais críticos que influenciam a temperatura.
I. Temperatura baixa do tubo: trinca durante a dobra
Este é um problema comum no inverno. O aço carbono, o aço inoxidável e até algumas ligas de alumínio apresentam uma queda significativa da plasticidade em baixas temperaturas. O alongamento dos materiais metálicos diminui com a redução da temperatura; em termos simples, eles se tornam "mais frágeis".
Ao dobrar um tubo, a face externa fica sob tração, sofrendo a maior deformação. Se o material do tubo já estiver frágil, microfissuras aparecerão após certo grau de alongamento. Em casos leves, surge uma camada densa de pequenas fissuras na superfície externa da dobra; em casos graves, o tubo se rompe por completo, tornando-se inutilizável.
Quão baixa é considerada baixa? Em geral, recomenda-se cautela quando a temperatura do tubo estiver abaixo de 10℃. Para o aço inoxidável, o risco de trinca aumenta significativamente ao dobrar abaixo de 5℃.
O que fazer?
No inverno, leve os tubos para a oficina com um dia de antecedência para que possam aquecer; não os coloque diretamente na máquina depois de deixá-los do lado de fora, congelados durante a noite.
Se você estiver com pressa, use um aquecedor (pistola de ar quente, forno) para aquecer os tubos até acima de 15℃ antes de dobrá-los. Certifique-se de aquecer de forma uniforme, não apenas de um lado.
Para aço de alta resistência e tubos de parede espessa, recomenda-se pré-aquecer a 20-25℃.
Um exemplo real: no inverno passado, um cliente ligou dizendo que seus tubos de aço inoxidável estavam sempre rachando ao serem dobrados. Perguntei onde ele armazenava os tubos, e ele disse que no pátio de armazenamento a céu aberto, onde eram secados diretamente pela manhã a -3 graus Celsius. Eu disse para colocá-los na oficina por um dia e tentar novamente. No dia seguinte, ele ligou dizendo que estava tudo bem e que nenhum havia rachado.
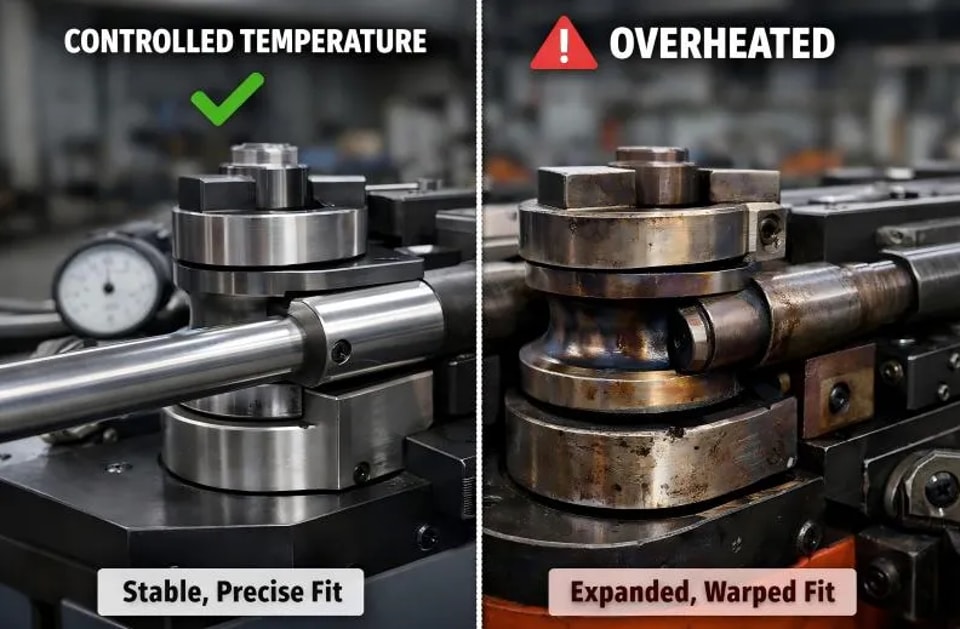
II. Temperatura incorreta do óleo hidráulico: ângulo instável
O óleo hidráulico é a força vital de uma máquina de dobra de tubos; sua temperatura afeta diretamente a velocidade de resposta e a estabilidade da pressão do sistema.
**Temperatura insuficiente do óleo (abaixo de 15℃):** A viscosidade do óleo hidráulico fica muito alta, resultando em baixa fluidez. O movimento do braço de dobra fica lento, descontínuo ou até "creeping"—movendo um pouco e depois parando. Isso leva a uma compressão desigual da superfície interna do tubo, causando facilmente rugas onduladas. Além disso, em temperaturas baixas do óleo, a pressão do sistema sobe lentamente, a força de dobra fica instável e o ângulo oscila.
**Temperatura excessiva do óleo (acima de 55℃):** O óleo fica mais fino, a viscosidade diminui e o vazamento interno aumenta. O óleo que deveria empurrar o cilindro escapa pelas folgas, reduzindo a pressão real que chega ao braço de dobra. O resultado é: um programa ajustado para 90 graus pode gerar apenas uma dobra de 87 graus, e o retorno elástico de cada tubo será inconsistente, resultando em ângulos desiguais. Temperaturas elevadas por muito tempo também aceleram o envelhecimento das vedações, levando a mais vazamentos de óleo.
Faixa ideal: 35℃-50℃ Dentro dessa faixa, o óleo hidráulico tem boa fluidez, pressão estável e longa vida útil das vedações.
Como controlar a temperatura?
Depois de ligar a máquina, deixe-a funcionar sem carga por 5 a 10 minutos para permitir que a temperatura do óleo suba lentamente. Não a ligue imediatamente.
Ao trabalhar continuamente, monitore o indicador de temperatura do óleo. Se ultrapassar 50℃, ligue o resfriador de óleo ou o ventilador de refrigeração.
No inverno, se estiver muito frio, você pode adicionar uma resistência de aquecimento ao tanque de óleo (com cuidado, para não deixá-lo funcionar sem óleo).
Se a temperatura do óleo permanecer constantemente alta, verifique se o resfriador está obstruído ou se o ventilador não está funcionando.

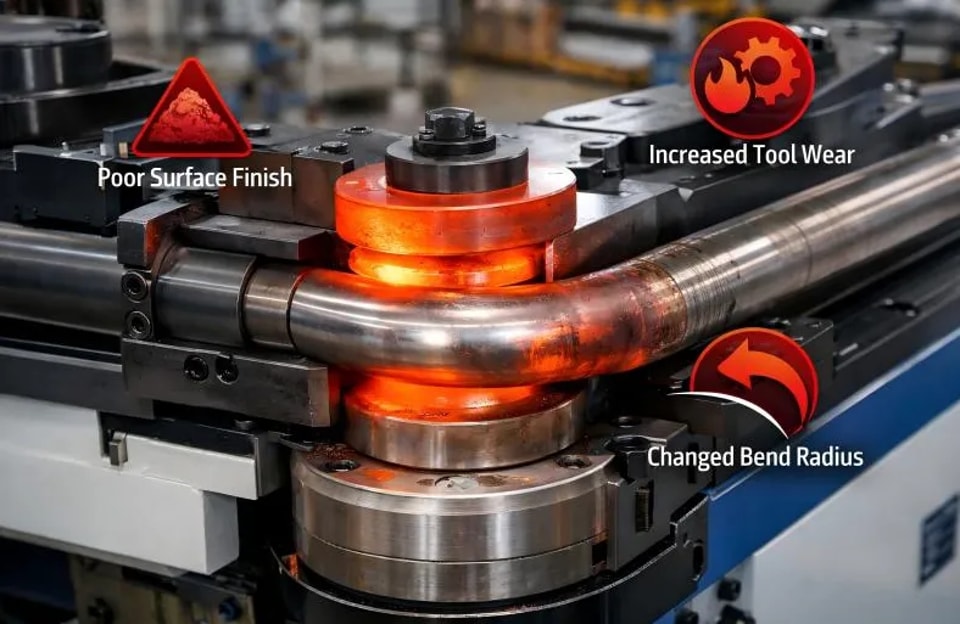
III. Superaquecimento Devido ao Atrito entre a Matriz e o Tubo: Riscos na Superfície e Rugas
Muitas pessoas não sabem disso. Durante a curvatura contínua de tubos em alta velocidade, o intenso atrito entre o tubo e a matriz pode fazer com que as temperaturas locais subam acima de 100°°C.
As altas temperaturas causam três problemas:
Primeiro, o filme de óleo para curvatura é destruído. Óleos especiais para curvatura contêm aditivos de extrema pressão que formam uma película de óleo sob alta pressão para separar as superfícies metálicas. Em altas temperaturas, essa película se rompe, permitindo contato direto metal com metal e resultando em riscos largos na superfície do tubo.
Segundo, o material da superfície da matriz amolece. Alguns aços para matrizes endurecem em altas temperaturas, fazendo com que cavacos metálicos do tubo se adiram à matriz, formando aresta postiça. Essa aresta postiça é dura e afiada, riscando ainda mais os trechos seguintes do tubo.
Terceiro, ocorre amolecimento localizado do tubo. Se a temperatura na zona de pressão dentro do tubo for muito alta, o material amolece e não consegue suportar a força compressiva, formando diretamente grandes rugas.
Como evitar isso?
Não pressione o ciclo com força excessiva. Após dobrar dezenas de tubos consecutivamente, deixe a máquina descansar por alguns minutos para permitir que o molde esfrie.
Use óleo especial para curvatura resistente a altas temperaturas; não use óleo comum de máquina.
Limpe regularmente a superfície do molde e remova prontamente quaisquer arestas postiças.
Para produção em massa, considere instalar um dispositivo de micro-resfriamento (resfriamento a ar ou por névoa de óleo).
IV. Processo Especial: Curvatura com Aquecimento por Indução
Algumas fábricas usam aquecimento por indução para auxiliar na curvatura de tubos. O tubo é aquecido localmente antes da dobra, o que reduz a força de curvatura e evita fissuras. No entanto, essa tecnologia exige um controle de temperatura muito preciso.
Se a temperatura estiver muito alta (excedendo a temperatura de recristalização do material), o lado interno do tubo amolece excessivamente, causando grandes rugas sob pressão; a espessura da parede externa diminui drasticamente, podendo levar a fissuras. Se a temperatura estiver muito baixa, ela não fornecerá o auxílio necessário.
Prática correta: deve-se usar um termômetro infravermelho para monitorar a temperatura em tempo real, com alarmes de limite superior e inferior configurados. A temperatura e a velocidade de aquecimento devem ser compatíveis; não dobre o tubo com base em suposições (“dobre quando estiver em brasa”).
Checklist prático de gestão de temperatura
Antes de iniciar a máquina todos os dias: verifique o indicador de temperatura do óleo; faça pré-aquecimento em clima frio.
Curvatura de tubos no inverno: deixe os tubos aquecerem na oficina por 24 horas ou faça pré-aquecimento acima de 15°°C.
Durante a produção contínua: verifique a temperatura do óleo a cada meia hora; se exceder 50°°C, inicie o resfriamento.
Se ouvir ruídos anormais de atrito ou notar riscos na superfície: pare a máquina e verifique a temperatura da matriz e a lubrificação.
Se a temperatura do óleo permanecer alta por um período prolongado: programe a manutenção do sistema de resfriamento e substitua o óleo hidráulico.
A temperatura é o assassino invisível da qualidade da curvatura de tubos. Os tubos irão rachar se ficarem frios demais, o ângulo irá desviar se a temperatura do óleo estiver incorreta, e o superaquecimento devido ao atrito causará riscos e rugas. Controlar esses três fatores pode reduzir a taxa de sucata em pelo menos metade. Não pense que dá muito trabalho; isso é mais eficaz do que ajustar o programa cem vezes.
