- tel:+86-13222111178
- email:info@ntjugao.com






Ajuste de precisão dos dedos de paragem do encosto traseiro da quinadora: Um guia completo
Ajuste de precisão dos dedos de paragem do encosto traseiro da quinadora: Um guia completo

O alinhamento preciso do batente traseiro é fundamental para obter dobras consistentes e de alta qualidade na fabricação de metais. Dentes de parada desalinhados podem levar a imprecisões dimensionais, desperdício de material e atrasos na produção. Este guia apresenta uma abordagem sistemática para diagnosticar e corrigir o desalinhamento do batente traseiro, garantindo o desempenho ideal da sua dobradeira.
Segurança e Preparação
Etapa 1: Preparação da máquina e protocolos de segurança
1. Desligamento:Desligue completamente a dobradeira e desconecte-a de todas as fontes de energia para evitar acionamento acidental.
2. Requisitos de EPI:Equipe-se com:
● Óculos de segurança aprovados pela ANSI para proteção contra detritos projetados
● Luvas resistentes a cortes para manuseio de componentes afiados
● Calçado com biqueira de aço para proteção contra impactos
3. Inspeção da área de trabalho:Remova obstáculos da área e verifique se todas as proteções de segurança estão funcionando antes de prosseguir.
Procedimentos de diagnóstico
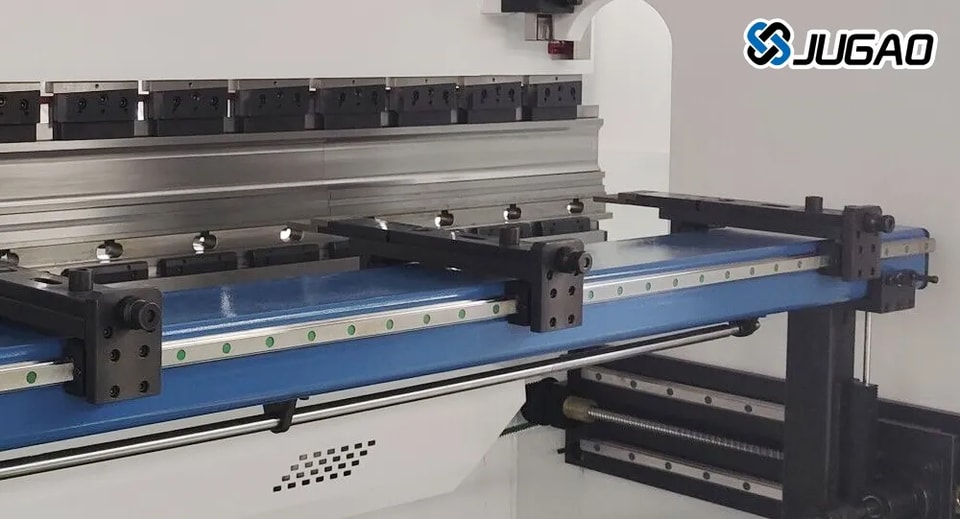
Etapa 2: Acesso ao batente traseiro e avaliação inicial
● Localize o conjunto do batente traseiro, normalmente posicionado na parte traseira da máquina
● Remova os painéis de acesso necessários usando as ferramentas apropriadas (chaves Allen, chaves de boca)
● Inspecione visualmente:
# Trilhos-guia lineares quanto a desgaste ou detritos
# Integridade da fixação dos dedos de parada
# Componentes do sistema de acionamento (fusos de esferas, motores)
Etapa 3: Identificação e isolamento do erro
Verificação do alinhamento da viga:
1. Meça do dedo de encosto direito até a borda da matriz inferior usando um paquímetro digital (precisão ±0,02 mm)
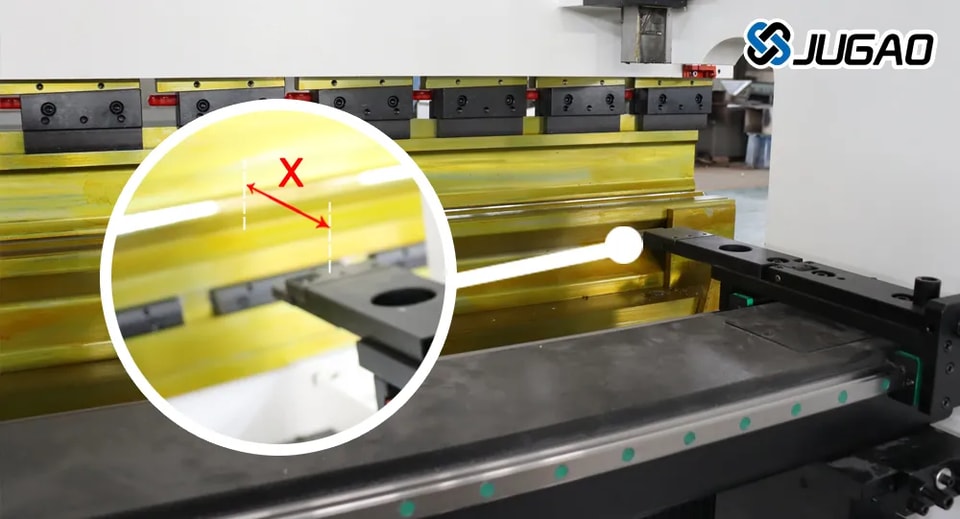
2. Reposicione o medidor para a extremidade esquerda e repita a medição
3. Interpretação do diagnóstico:
# Medições consistentes indicam o alinhamento correto da viga
# Variações sugerem problemas de paralelismo da viga (por exemplo, desvio de 2 mm mostrado na referência em vídeo)
Verificação da calibração do dedo de encosto:
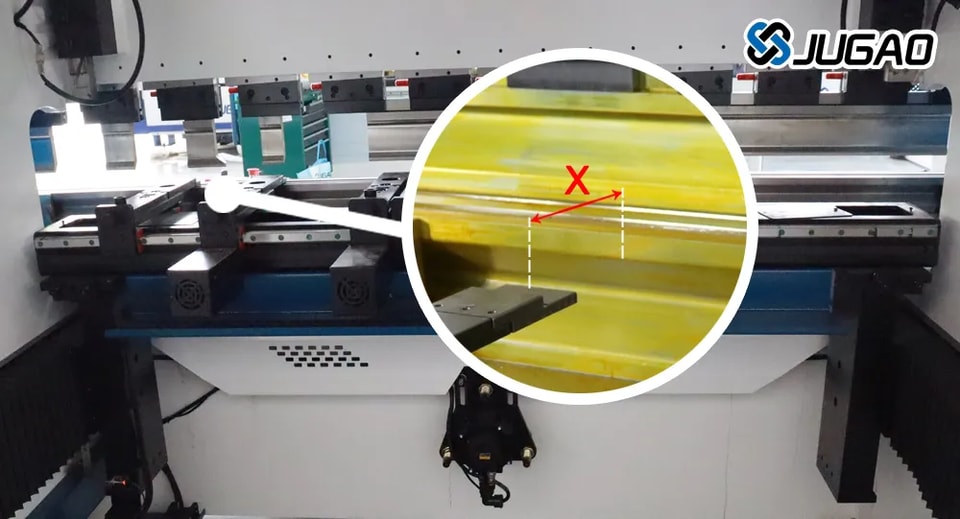
1. Meça vários dedos de encosto em posições programadas idênticas
2. Resultados da solução de problemas:
# Medições uniformes confirmam a calibração correta
# Divergências (por exemplo, variação de 2 mm entre os dedos) indicam que ajustes individuais são necessários
Procedimentos de alinhamento
Passo 4: Técnicas de ajuste de precisão
Correção do paralelismo da viga:
1. Afrouxe todos os fixadores de ajuste (normalmente parafusos sextavados M8)
2. Para aumentar a distância da viga:
Aperte os parafusos laterais enquanto afrouxa o parafuso central
3. Para diminuir a distância:
Aperte o parafuso central enquanto afrouxa os parafusos laterais
4. Dica profissional:Faça ajustes incrementais de 1/4 de volta, verificando com relógios comparadores
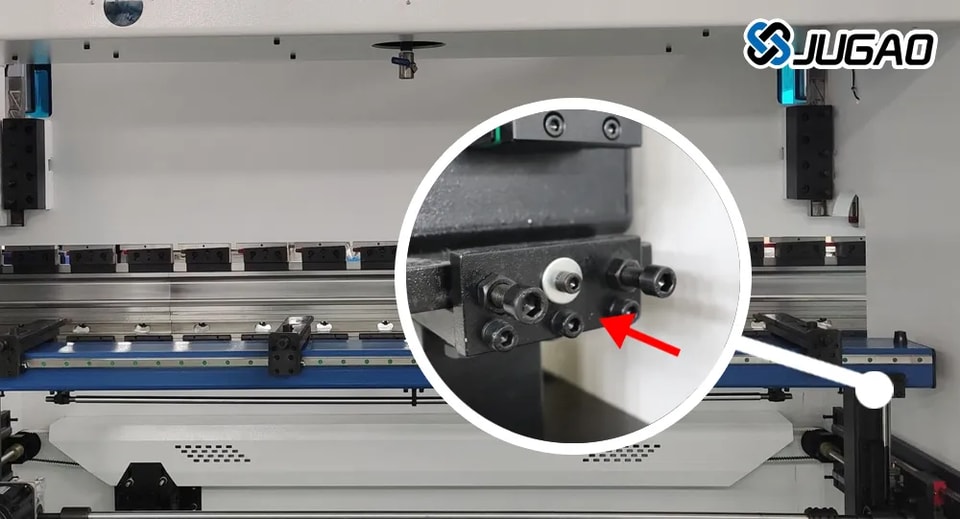
5. Microajuste do dedo de encosto:
6. Solte os parafusos de fixação (normalmente dois por dedo)
7. Gire os roletes de ajuste:
# No sentido horário, aumenta a projeção
# No sentido anti-horário, diminui a projeção
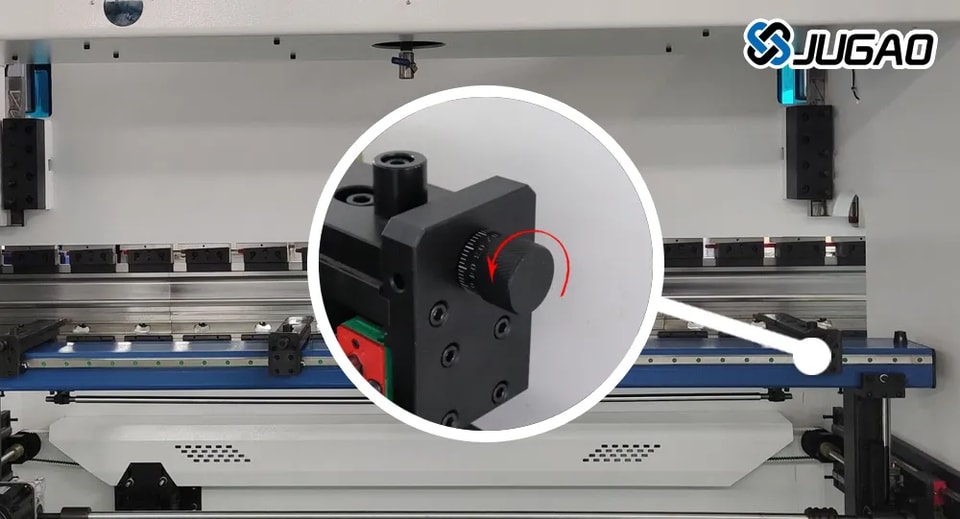
8.Boa prática:Use calibradores de folga para verificar precisão de 0,05 mm antes do aperto final
Verificação e garantia de qualidade
Passo 5: Testes operacionais
1. Reenergize a prensa dobradeira e faça o referenciamento de todos os eixos
2. Execute dobras de teste usando:
# Corpos de prova padronizados (por exemplo, CRS de 2 mm)
# Ferramentas certificadas de medição de ângulo (transferidores digitais)
3. Critérios de aceitação:
# Tolerância angular dentro de ±0,5°
# Dimensões lineares dentro de ±0,1 mm dos valores programados
Passo 6: Comissionamento final
1. Conclua a lista de verificação da inspeção do sistema:
# Verificação do torque em todos os fixadores
# Lubrificação dos componentes de movimento linear
# Confirmação da função de intertravamento de segurança
2. Documente os parâmetros de ajuste nos registros de manutenção
3. Realize um briefing com os operadores sobre quaisquer mudanças de procedimento
Recomendações de manutenção
● Realize verificações de alinhamento a cada 250 horas de operação
● Estabeleça um cronograma de manutenção preventiva:
# Mensalmente: limpeza e relubrificação das guias
# Trimestralmente: inspeção da folga da rosca de esferas
# Anualmente: verificação completa da precisão geométrica
Conclusão
O alinhamento correto do batente traseiro impacta diretamente a qualidade das peças, a vida útil das ferramentas e a eficácia geral dos equipamentos. Ao implementar esse processo de ajuste metódico e manter padrões rigorosos de calibração, os fabricantes podem alcançar uma precisão de dobra consistente, prolongando a vida útil da máquina.
