- tel:+86-13222111178
- email:info@ntjugao.com






Seleção do gás de proteção na soldagem a laser
Seleção do gás de proteção na soldagem a laser

Você já teve defeitos de soldagem, como respingos excessivos, formação de cordão de solda desagradável e inúmeros poros após a soldagem? Embora você possa estar se perguntando se isso se deve a configurações incorretas dos parâmetros do processo de soldagem a laser, você sabia que o uso correto do gás de proteção também é um fator crucial que afeta a formação e o desempenho da solda? Escolher o gás de proteção ideal é, na verdade, uma forma de melhorar a qualidade e a eficiência da soldagem.
Como o gás de proteção é tão importante, qual é exatamente sua função? Como escolher o tipo de gás de proteção? Como o gás de proteção deve ser aplicado durante a soldagem?
A função do gás de proteção
Na soldagem a laser, o gás de proteção afeta a formação da solda, a qualidade da solda, a penetração e a largura do cordão. Na maioria dos casos, a aplicação do gás de proteção tem um impacto positivo na solda, mas também pode gerar efeitos adversos.
Efeitos positivos
1) O gás de proteção, quando introduzido corretamente, protege de forma eficaz a poça de fusão, reduzindo ou até prevenindo a oxidação.
2) O gás de proteção, quando introduzido corretamente, reduz de forma eficaz os respingos durante a soldagem.
3) O gás de proteção, quando introduzido corretamente, promove a distribuição uniforme da poça de fusão durante a solidificação, resultando em uma solda uniforme e esteticamente agradável.
4) O gás de proteção, quando introduzido corretamente, reduz de forma eficaz o efeito de blindagem das plumas de vapor metálico ou nuvens de plasma sobre o laser, aumentando a taxa de aproveitamento efetivo do laser.
5) O gás de proteção, quando introduzido corretamente, reduz de forma eficaz a porosidade da solda.
Desde que o tipo de gás, a vazão e o método de introdução sejam escolhidos corretamente, é possível obter resultados ideais.
No entanto, o uso inadequado do gás de proteção também pode afetar negativamente a soldagem.
1) A aplicação incorreta do gás de proteção pode piorar a solda:
①A escolha do tipo de gás errado pode causar trincas na solda e reduzir as propriedades mecânicas da solda;
②A escolha da vazão de gás errada pode levar a uma oxidação mais severa da solda (se a vazão estiver muito alta ou muito baixa) e também pode causar forte interferência na poça de fusão, resultando em colapso da solda ou formação irregular;
③A escolha do método de aplicação do gás errado pode resultar em proteção ineficaz ou até inexistente, ou afetar negativamente a formação da solda;
2) A aplicação do gás de proteção pode afetar a penetração da solda, especialmente na soldagem de chapas finas, reduzindo a penetração.
Tipos de gases de proteção
Os gases de proteção mais usados na soldagem a laser incluem N2, Ar e He. Suas propriedades físico-químicas são diferentes e, por isso, seus efeitos sobre a solda também variam.
Nitrogênio (N2)
O mais barato, mas inadequado para soldar certos aços inoxidáveis. O nitrogênio (N2) tem energia de ionização moderada, maior que a do Ar, mas menor que a do He. Sob irradiação a laser, seu grau de ionização é geralmente baixo, reduzindo de forma eficaz a formação de nuvens de plasma e, assim, aumentando a taxa de aproveitamento efetivo do laser. No entanto, o nitrogênio pode reagir quimicamente com ligas de alumínio e aço carbono em determinadas temperaturas, produzindo nitretos. Isso aumenta a fragilidade da solda e reduz a tenacidade, afetando significativamente de forma negativa as propriedades mecânicas da junta soldada. Portanto, o nitrogênio não é recomendado para proteger soldas de ligas de alumínio e aço carbono.
Por outro lado, os nitretos produzidos pela reação química do nitrogênio com o aço inoxidável podem aumentar a resistência da junta soldada, melhorando suas propriedades mecânicas. Portanto, o nitrogênio pode ser usado como gás de proteção na soldagem de aço inoxidável.
Argônio (Ar)
é relativamente barato, tem alta densidade e oferece boa proteção. A superfície da solda fica mais lisa do que com hélio. No entanto, ele é facilmente ionizado pelo plasma metálico de alta temperatura, o que pode impedir que parte do feixe de laser atinja a peça, reduzindo a potência efetiva de soldagem e prejudicando a velocidade e a penetração da soldagem. O Ar (Ar) tem a menor energia de ionização, mas seu grau de ionização é relativamente alto sob irradiação a laser, o que não favorece o controle da formação de nuvens de plasma e terá certo impacto na taxa de aproveitamento efetivo do laser. No entanto, o Ar tem reatividade muito baixa e dificilmente reage quimicamente com metais comuns. Além disso, o Ar é barato. Também possui alta densidade, o que facilita sua permanência acima da poça de fusão, proporcionando melhor proteção para a poça. Portanto, pode ser usado como gás de proteção convencional.
Hélio (He)
É mais caro, mas tem o melhor efeito, permitindo que o laser atravesse diretamente até a superfície da peça sem obstrução. O He tem a maior energia de ionização, mas seu grau de ionização é muito baixo sob irradiação a laser, o que permite controlar de forma eficaz a formação de nuvens de plasma. O laser consegue atuar bem sobre os metais, e o He tem reatividade muito baixa, praticamente não reagindo quimicamente com metais. É um excelente gás de proteção para soldas. No entanto, o He é caro demais e, em geral, não é usado em produção em massa. O He é normalmente usado em pesquisa científica ou em produtos de alto valor agregado.
Métodos de injeção do gás de proteção
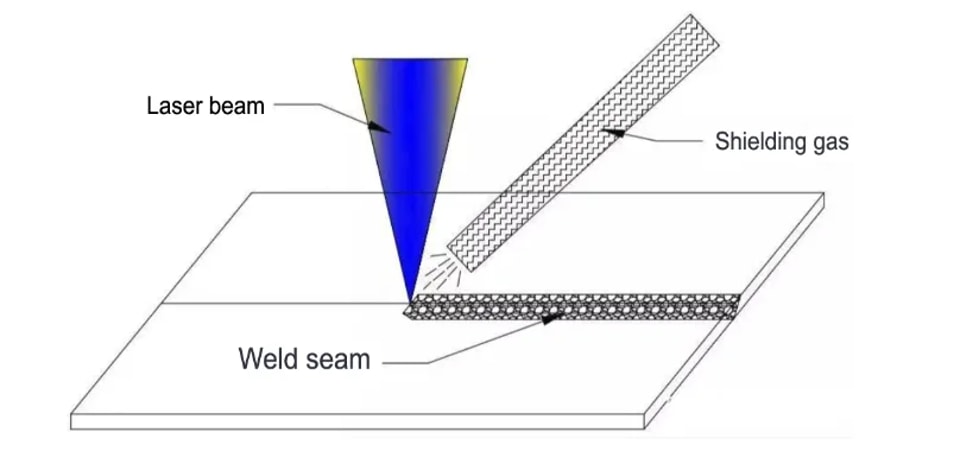
Atualmente, existem dois métodos principais para a introdução de gases de proteção: um é a sopro lateral oblíquo do gás de proteção... gás de proteção soprado lateralmente em paralelo
Outro tipo é o gás de proteção coaxial.
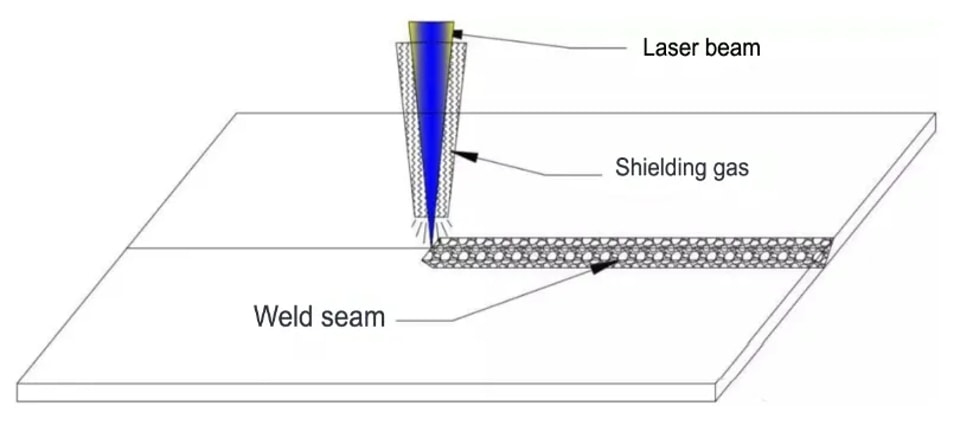
Proteção gasosa coaxial
A escolha entre os dois métodos de sopro depende de uma combinação de fatores, mas, em geral, recomenda-se o gás de proteção por sopro lateral.
Princípios para escolher os métodos de sopro do gás de proteção
Primeiro, é importante esclarecer que o termo “oxidação da solda” é uma expressão coloquial. Em termos teóricos, ele se refere a uma reação química entre a solda e componentes nocivos do ar, levando à deterioração da qualidade da solda. Exemplos comuns incluem o metal da solda reagindo com oxigênio, nitrogênio e hidrogênio presentes no ar em determinadas temperaturas.
Prevenir a oxidação da solda envolve reduzir ou evitar o contato entre esses componentes nocivos e o metal de solda em altas temperaturas. Essa alta temperatura não se refere apenas ao metal da poça fundida, mas também a todo o período desde o momento em que o metal da solda se funde até solidificar e sua temperatura cair abaixo de certo nível.
Por exemplo, na soldagem de ligas de titânio, o hidrogênio é rapidamente absorvido acima de 300°°C, o oxigênio acima de 450°°C e o nitrogênio acima de 600°°C. Portanto, as soldas de ligas de titânio exigem proteção eficaz após a solidificação e durante o período em que a temperatura cai abaixo de 300°°C; caso contrário, serão “oxidadas”.
Como a descrição acima esclarece, o gás de proteção soprado não precisa apenas proteger a poça de solda em tempo hábil, mas também a área recém-solidificada. Portanto, o método de gás de proteção por sopro lateral fora do eixo mostrado na Figura 1 é geralmente usado porque oferece uma faixa de proteção mais ampla do que o método de proteção coaxial mostrado na Figura 2, proporcionando especialmente melhor proteção para a área de solda recém-solidificada.
Para aplicações de engenharia, o gás de proteção por sopro lateral fora do eixo não é adequado para todos os produtos. Para determinados produtos específicos, só é possível usar gás de proteção coaxial. A escolha deve ser adaptada à estrutura do produto e ao tipo de junta.
Seleção específica do método de sopro do gás de proteção
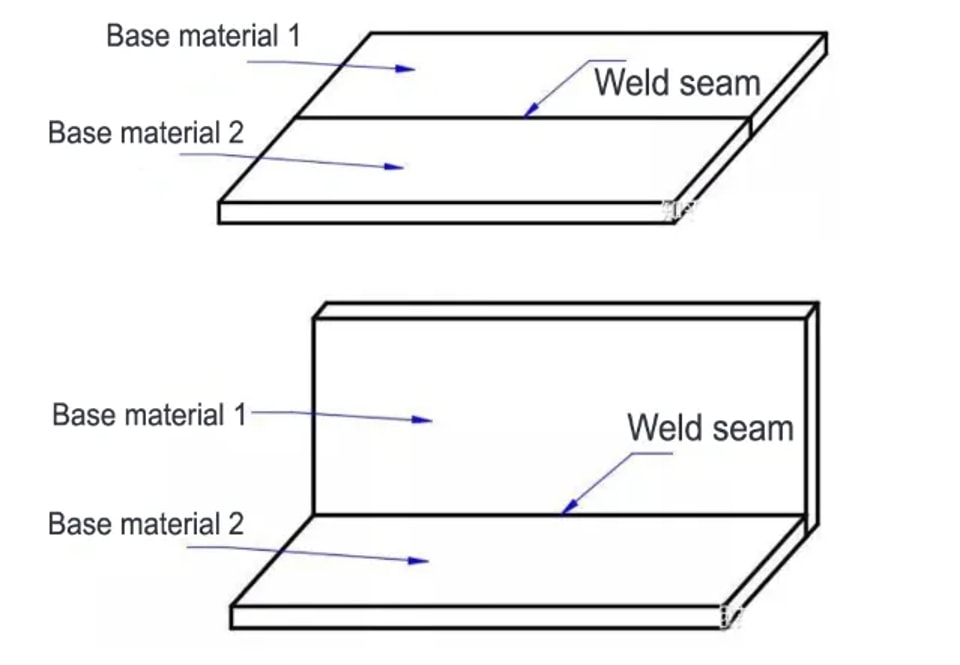
1) Soldas retas
Como mostrado na Figura 3, a forma da solda do produto é reta. O tipo de junta pode ser de topo, sobreposta, de canto ou solda sobreposta. Para esse tipo de produto, o método de gás de proteção por sopro lateral fora do eixo mostrado em é o preferido.
2) Soldas planas de contorno fechado
A forma de solda do produto é um contorno fechado, como um círculo plano, um polígono plano ou uma linha plana multissegmentada. O tipo de junta pode ser de topo, sobreposta ou junta de solda sobreposta. Para esse tipo de produto, o gás de proteção coaxial é o preferido.
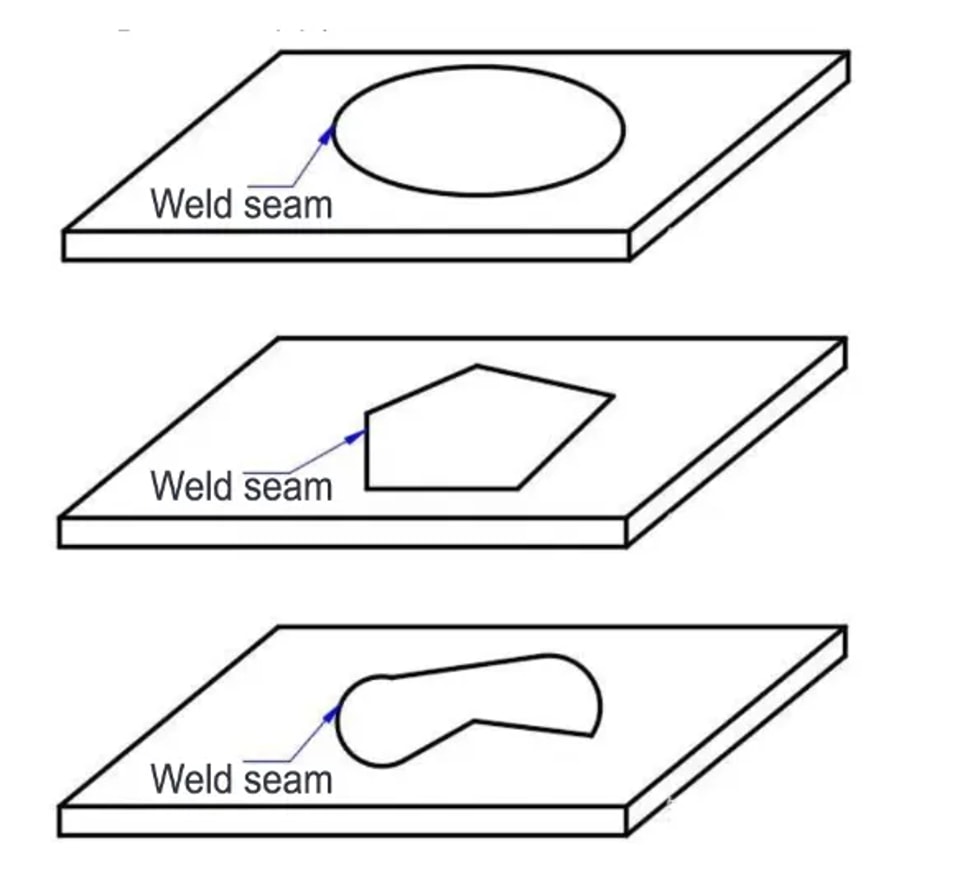
Solda de contorno fechado plana
A escolha do gás de proteção afeta diretamente a qualidade, a eficiência e o custo da produção de soldagem. No entanto, devido à diversidade dos materiais de soldagem, a seleção do gás de soldagem na prática é bastante complexa. É necessário considerar de forma abrangente o material de soldagem, o método de soldagem, a posição de soldagem e o efeito de soldagem desejado. Somente por meio de testes de soldagem é possível selecionar um gás de soldagem mais adequado para obter melhores resultados de soldagem.
