- tel:+86-13222111178
- email:info@ntjugao.com






Tecnologia de dobra sem marcas em chapa metálica
Tecnologia de dobra sem marcas em chapa metálica

A tecnologia de processamento de chapas metálicas está em constante evolução, especialmente em aplicações como dobra de aço inoxidável de precisão, dobra de peças decorativas em aço inoxidável, dobra de ligas de alumínio, dobra de peças aeronáuticas, dobra de chapas de cobre etc., o que impõe exigências ainda maiores à qualidade superficial da peça formada. O processo tradicional de dobra tende a causar danos à superfície da peça. A superfície em contato com a matriz formará uma marca evidente ou um risco, o que afetará a estética do produto final e reduzirá a percepção de valor do usuário em relação ao produto.

1. Causas das marcas de dobra
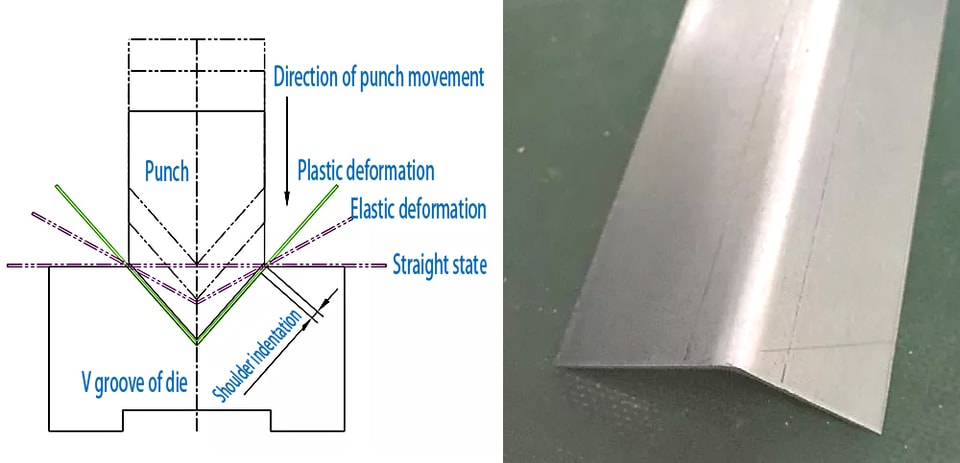
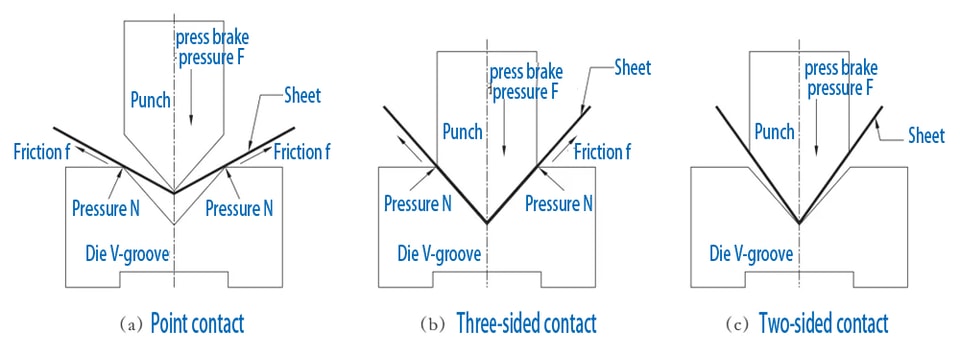
Tomando como exemplo a dobra de uma peça em V. A dobra de chapas metálicas é um processo de conformação em que a chapa metálica primeiro sofre deformação elástica e depois entra em deformação plástica sob a pressão do punção ou da matriz da prensa dobradeira. Na fase inicial da dobra plástica, a chapa é dobrada livremente. À medida que o punção ou a matriz pressiona a chapa, a chapa e a superfície interna do canal em V da matriz vão se fechando gradualmente, e o raio de curvatura e o braço da força de dobra diminuem gradualmente. Continue a pressionar até o fim do curso, de modo que a matriz e a chapa entrem em contato total em três pontos, completando-se assim uma dobra em V.
Durante a dobra, a chapa metálica será comprimida pela matriz de dobra e sofrerá deformação elástica, e o ponto de contato entre a chapa e a matriz deslizará à medida que o processo de dobra avança. Durante o processo de dobra, a chapa passará por duas etapas evidentes: deformação elástica e deformação plástica. Também haverá um processo de manutenção da pressão durante a dobra (contato em três pontos entre a matriz e a chapa), de modo que três linhas de marca serão formadas após a conclusão do processo. Essas linhas de marca são geralmente causadas pela extrusão e pelo atrito entre a chapa e o ombro do canal em V da matriz, por isso são chamadas de marcas de ombro. As principais causas da formação de marcas de ombro podem ser classificadas de forma simples nas seguintes categorias.
1. Método de dobra
Como mencionado anteriormente, a geração de marcas de ombro está relacionada ao contato entre a chapa e o ombro do canal em V da matriz. As diferentes folgas entre o punção e a matriz durante o processo de dobra afetam a tensão compressiva sobre a chapa, e a probabilidade e o grau de marca também serão diferentes. Nas mesmas condições de canal em V, quanto maior o ângulo de dobra da peça, maior a deformação por tração da chapa metálica e maior a distância de atrito da chapa metálica no ombro do canal em V; além disso, quanto maior o ângulo de dobra, maior o tempo em que o punção exerce pressão sobre a chapa, e mais evidente a marca causada por esses dois fatores.
b. Estrutura do canal em V da matriz
Ao dobrar chapas metálicas de diferentes espessuras, a largura do canal em V selecionada também é diferente. Nas mesmas condições de punção, quanto maior o tamanho do canal em V da matriz, maior será a largura da marca. Correspondentemente, o atrito entre a chapa metálica e o ombro do canal em V da matriz é menor, e a profundidade da marca é naturalmente reduzida. Pelo contrário, quanto menor a espessura da chapa, mais estreito o canal em V e mais evidente a marca.
Falando em atrito, outro fator relacionado ao atrito que precisamos considerar é o coeficiente de atrito. O raio R do ombro do canal em V da matriz é diferente, e o atrito causado à chapa durante o processo de dobra também é diferente. Por outro lado, do ponto de vista da pressão exercida pelo canal em V da matriz sobre a chapa, quanto maior o raio R do canal em V da matriz, menor a pressão entre a chapa e o ombro do canal em V da matriz, e mais leve a marca; e vice-versa.
c. Grau de lubrificação do sulco em V da matriz
Como mencionado anteriormente, a superfície do sulco em V da matriz entra em contato com a chapa e gera atrito. Quando o molde está desgastado, a parte de contato entre o sulco em V e a chapa fica cada vez mais áspera, e o coeficiente de atrito aumenta cada vez mais. Quando a chapa desliza sobre a superfície do sulco em V, o contato entre o sulco em V e a chapa é, na verdade, um contato pontual entre incontáveis saliências ásperas e a superfície; assim, a pressão sobre a superfície da chapa aumenta em conformidade, e a marca de impressão torna-se mais evidente.
Por outro lado, se o sulco em V da matriz não for limpo antes da dobra da peça, os resíduos remanescentes no sulco em V costumam causar marcas evidentes na chapa. Essa situação geralmente ocorre quando o equipamento dobra chapas galvanizadas, chapas de aço carbono e outras peças.
2.Aplicação da tecnologia de dobra sem marcas
Como sabemos que o principal motivo da marca de dobra é o atrito entre a chapa e o ombro do sulco em V da matriz, podemos partir de uma abordagem orientada pela causa e utilizar tecnologia de processo para reduzir o atrito entre a chapa e o ombro do sulco em V da matriz. De acordo com a fórmula de atrito f=μ·N, os fatores que influenciam o atrito são o coeficiente de atrito μ e a pressão N, e ambos são proporcionais ao atrito. Assim, podem ser formulados os seguintes planos de processo.
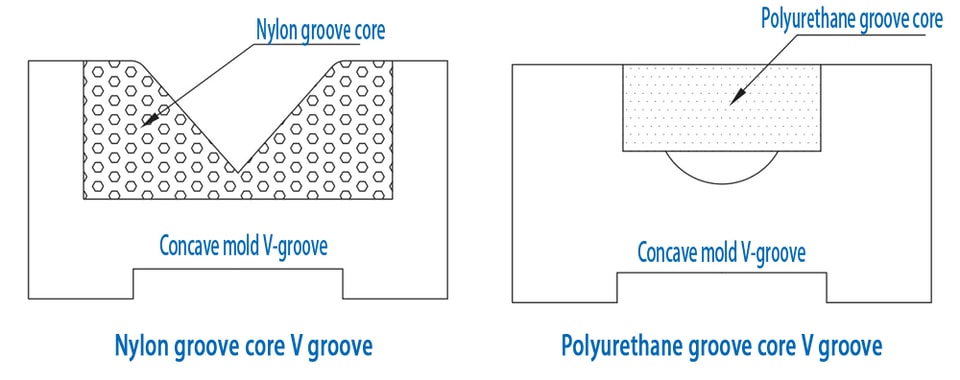
a. Usar materiais não metálicos para o ombro do sulco em V da matriz
O método tradicional de simplesmente aumentar o ângulo R do ombro do sulco em V do molde não é muito eficaz para melhorar a marca de dobra. Do ponto de vista da redução da pressão no par de atrito, é possível considerar a substituição do ombro do sulco em V por um material não metálico mais macio do que a chapa, como nylon, elastômero de PU etc., ao mesmo tempo garantindo o efeito de extrusão originalmente necessário. Considerando que esses materiais se desgastam com facilidade e precisam ser substituídos regularmente, atualmente existem várias estruturas de sulco em V que utilizam esses materiais, conforme mostrado na figura.
b. Substituir o ombro do sulco em V da matriz por uma estrutura de esferas e roletes
Também com base no princípio de reduzir o coeficiente de atrito do par de atrito entre a chapa e o sulco em V da matriz, o par de atrito deslizante entre a chapa e o ombro do sulco em V da matriz pode ser transformado em um par de atrito de rolamento, reduzindo assim de forma significativa a força de atrito sobre a chapa e evitando com eficácia a ocorrência de marcas de dobra. Atualmente, esse processo já é amplamente utilizado na indústria de moldes, e o molde de dobra sem esferas é um exemplo típico de aplicação.
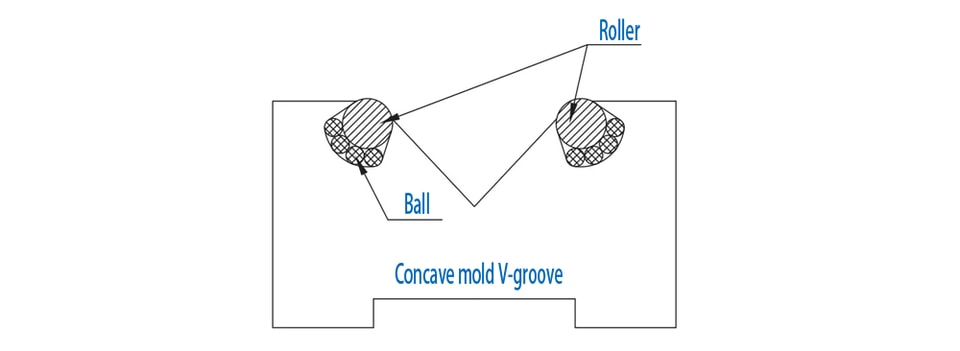
Para evitar atrito rígido entre o rolete e o sulco em V do molde de dobra sem marca com rolamento, e também para tornar o rolete mais fácil de girar e lubrificar, são adicionadas esferas, obtendo assim o efeito de reduzir simultaneamente a pressão e o coeficiente de atrito. Portanto, as peças processadas pelo molde de dobra sem marca com rolamento podem basicamente ficar sem marcas visíveis; porém, o efeito de dobra sem marcas em chapas macias, como alumínio e cobre, não é bom. Do ponto de vista econômico, como a estrutura do molde de dobra sem marca com rolamento é mais complexa do que as várias estruturas de molde mencionadas acima, o custo de processamento é alto e a manutenção é difícil, esse também é um fator que os gestores da empresa precisam considerar na seleção.
c. O ombro do sulco em V da matriz é alterado para uma estrutura basculante
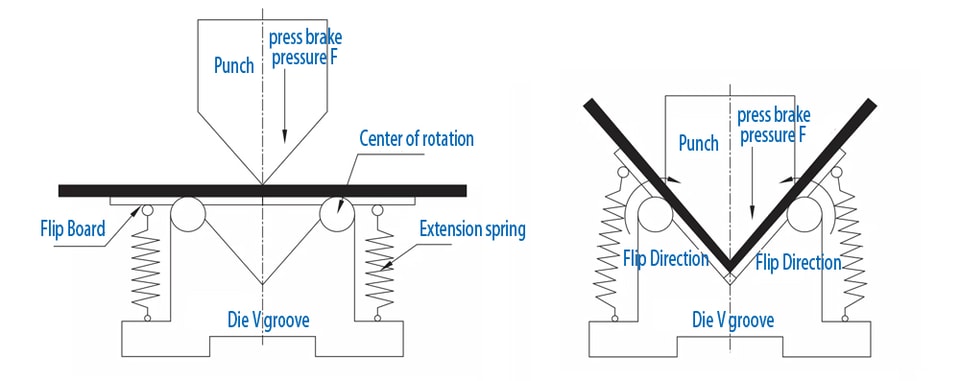
Há outro tipo de molde na indústria que utiliza o princípio da rotação em torno do ponto de apoio para realizar a dobra parcial por meio do basculamento do ombro da matriz. Esse molde altera a estrutura tradicional em V do molde convencional e transforma as superfícies inclinadas em ambos os lados do sulco em V em um mecanismo basculante. Quando o punção pressiona a chapa, o mecanismo basculante em ambos os lados da matriz gira para dentro a partir do ápice do punção, com a ajuda da pressão do punção, de modo que a chapa seja dobrada e conformada. Nessas condições de trabalho, a chapa e a matriz não produzem atrito de deslizamento local evidente, ficando próximas da superfície de basculamento e do ápice do punção para evitar marcas nas peças. A estrutura desse molde é mais complexa do que as anteriores, com uma mola de tensão e uma placa basculante, e os custos de manutenção e processamento são mais altos.
d. O sulco em V da matriz é isolado da chapa metálica
Os métodos mencionados acima tratam todos de obter dobra sem marcas por meio da alteração do molde de dobra. Para os gestores da empresa, não é aconselhável desenvolver e adquirir um novo conjunto de moldes para obter dobra sem marcas em peças individuais. Do ponto de vista do contato por atrito, desde que o molde e a chapa estejam separados, não existe atrito. Portanto, sem alterar o molde de dobra, é possível obter dobra sem marcas usando uma película macia para impedir o contato entre o sulco em V da matriz e a chapa. Essa película macia também é chamada de película de pressão para dobra sem marcas, e os materiais geralmente são borracha, PVC (policloreto de vinila), PE (polietileno), PU (poliuretano) etc. As vantagens da borracha e do PVC são o baixo custo da matéria-prima, e as desvantagens são a baixa resistência à pressão, o fraco desempenho de proteção e a curta vida útil; PE e PU são excelentes materiais de engenharia, e a película de pressão para dobra sem marcas produzida com eles como material-base tem boa resistência ao rasgo, resultando em longa vida útil e boa proteção.
A película de proteção para dobra desempenha principalmente uma função de amortecimento entre a peça e o ombro da matriz, compensando a pressão entre o molde e a chapa, prevenindo assim que a peça produza marcas durante a dobra. Ao utilizá-la, basta colocar a película de dobra sobre a matriz, o que traz as vantagens de baixo custo e fácil utilização. A espessura da película de estampagem sem marca atualmente no mercado é geralmente de 0,5 mm, e o tamanho pode ser personalizado conforme a necessidade. A película de estampagem sem marca pode, em geral, atingir uma vida útil de cerca de 200 dobras sob pressão de 2 t, e apresenta forte resistência ao desgaste, forte resistência ao rasgo, excelente desempenho de dobra, alta resistência à tração e alongamento na ruptura, além de resistência a óleos lubrificantes e solventes de hidrocarbonetos alifáticos.

A competição de mercado na indústria de processamento de chapa metálica é muito acirrada. Se as empresas quiserem se firmar no mercado, precisam aprimorar continuamente sua tecnologia de processamento. Não basta apenas alcançar a funcionalidade do produto; também é necessário considerar a processabilidade, a estética e a eficiência econômica do processamento. Ao aplicar métodos de processo mais eficientes e econômicos, é possível tornar o produto mais fácil de processar, mais econômico e mais bonito.
