- tel:+86-13222111178
- email:info@ntjugao.com






Ajuste de Nivelamento do Molde Superior e Inferior da Dobradeira
Ajuste de Nivelamento do Molde Superior e Inferior da Dobradeira


Ajuste de nivelamento dos moldes superior e inferior (alinhamento central)
Objetivo: garantir que as linhas centrais dos moldes superior e inferior fiquem perfeitamente alinhadas, evitando desvio da linha de dobra ou deformação da peça.
1. Alinhamento grosseiro
- Utilize uma ferramenta de marcação de linha de centro (como um instrumento a laser de centralização ou uma barra mecânica de centralização) para alinhar as ranhuras em V ou as arestas de corte dos moldes superior e inferior.
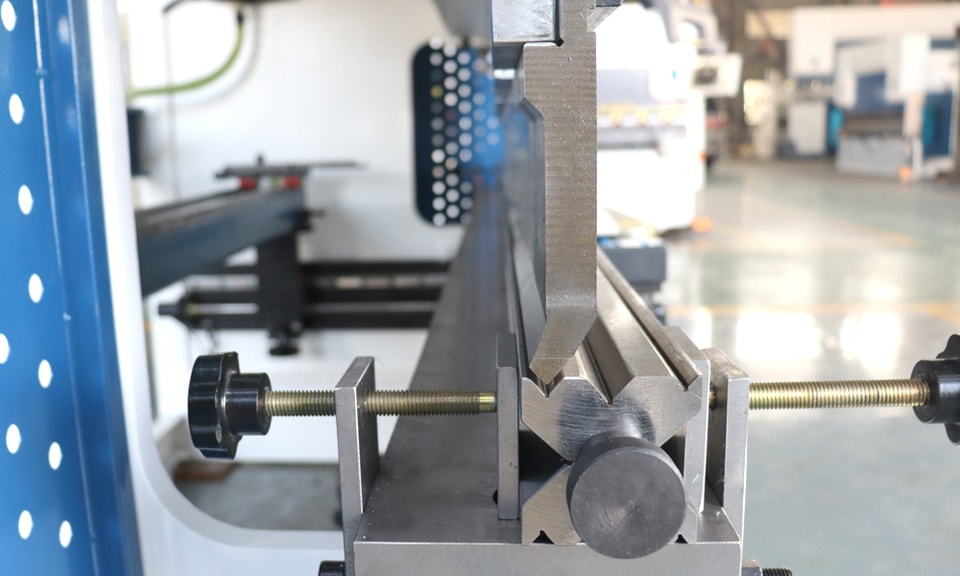
-- Ajuste a posição lateral do suporte do molde e controle o erro dentro de ±0,5 mm.

2. Ajuste fino da paralelidade
- Em operação de avanço incremental, faça a faca superior descer lentamente até tocar a face superior do molde e aplique leve pressão (tenha cuidado para não manter a pressão por muito tempo; a pressão deve ser inferior a 12 MPa). Em seguida, retorne.
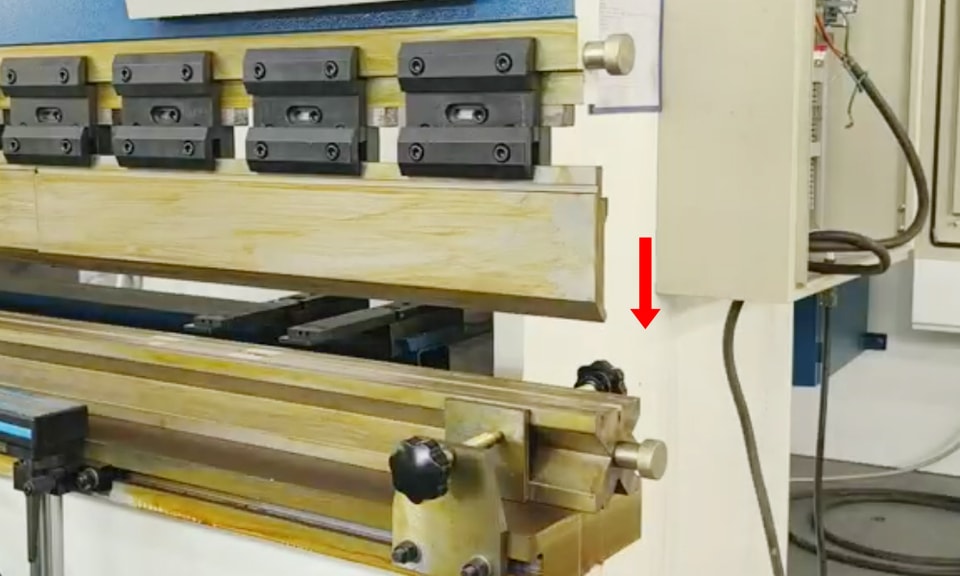

- Ajuste o molde inferior para a posição da abertura V8 ou V12 para concluir o centramento dos moldes superior e inferior.


- Verifique apenas o ferro inclinado da presilha do molde, que deve encaixar completamente no molde superior.

- Teste de ângulo em um lado: use duas peças de material para dobrar e testar simultaneamente nos dois lados da máquina, e compare os ângulos de ambos os lados (observe que o ângulo de teste deve ser superior a 90° e deve ser aplicada pressão total durante a dobra).




- Ajuste o eixo síncrono do cilindro hidráulico (ajuste manual com a energia desligada) para tornar os ângulos dos dois lados totalmente consistentes. Após o ajuste, conecte o eixo síncrono.


- Elimine completamente a folga entre as presilhas do molde. Ajuste a posição do molde inferior para garantir que a ponta do molde superior fique pressionada sobre a face superior do molde inferior. Em operação de avanço incremental, faça a faca superior descer lentamente até tocar a face superior do molde e aplique leve pressão (tenha cuidado para não manter a pressão por muito tempo; a pressão é de cerca de 12 MPa). Afrouxe o parafuso de fixação do ferro chanfrado e, em seguida, golpeie o ferro chanfrado (use uma barra de cobre para golpear) para garantir que não haja folga entre os moldes superior e inferior.




3. Travar os parâmetros
- Após concluir o ajuste, aperte todos os parafusos de fixação e marque-os com selos antifrouxamento.
- Use um calibrador de lâminas para verificar a folga do molde após o fechamento, garantindo que não haja aperto excessivo local nem folgas.
- Mova a matriz inferior, selecione a abertura de dobra normal e faça um teste normal. Se ainda houver certo erro nos ângulos esquerdo e direito, ajuste manualmente o eixo síncrono na parte traseira do cilindro.

4. Precauções
- Operação segura: certifique-se de desligar a energia antes do ajuste e use luvas e óculos de proteção.
- Seleção de ferramentas: prefira ferramentas de medição de alta precisão (como micrômetros e detectores a laser).
- Verificação passo a passo: cada etapa do ajuste deve ser verificada por meio de dobra de teste para evitar erros cumulativos.
- Diferenças entre equipamentos: diferentes modelos de máquinas de dobra podem usar métodos de compensação mecânica/hidráulica, que exigem ajuste de acordo com o manual do equipamento.
Por meio do ajuste de sistema nas etapas acima, a precisão da dobra (erro de ângulo ≤ 0,5°) e a vida útil do molde podem ser significativamente melhoradas, e o desperdício de material e as perdas do equipamento podem ser reduzidos. Na operação prática, é necessário reagir com flexibilidade com base na experiência; por exemplo, para chapas grossas ou materiais de alta resistência, a quantidade de compensação de pressão precisa ser aumentada adequadamente.
