- tel:+86-13222111178
- email:info@ntjugao.com






Qual é o princípio de funcionamento da máquina de calandragem automática de chapas CNC de quatro rolos?
Qual é o princípio de funcionamento da máquina de calandragem automática de chapas CNC de quatro rolos?

O processo automatizado de calandragem da calandra CNC de quatro rolos, e sua facilidade de operação e estabilidade em comparação com máquinas de três rolos, decorrem do seu projeto de sistema exclusivo. A estrutura de quatro rolos, por meio de um layout mecânico e de uma lógica de controle otimizados, alcança alinhamento, fixação, pré-dobramento e calandragem da chapa totalmente controláveis, tornando-se uma solução ideal para a conformação cilíndrica eficiente. Para compradores e gerentes de fábrica, compreender esse princípio é um pré-requisito crucial para avaliar com precisão o desempenho do equipamento e a eficiência da produção.
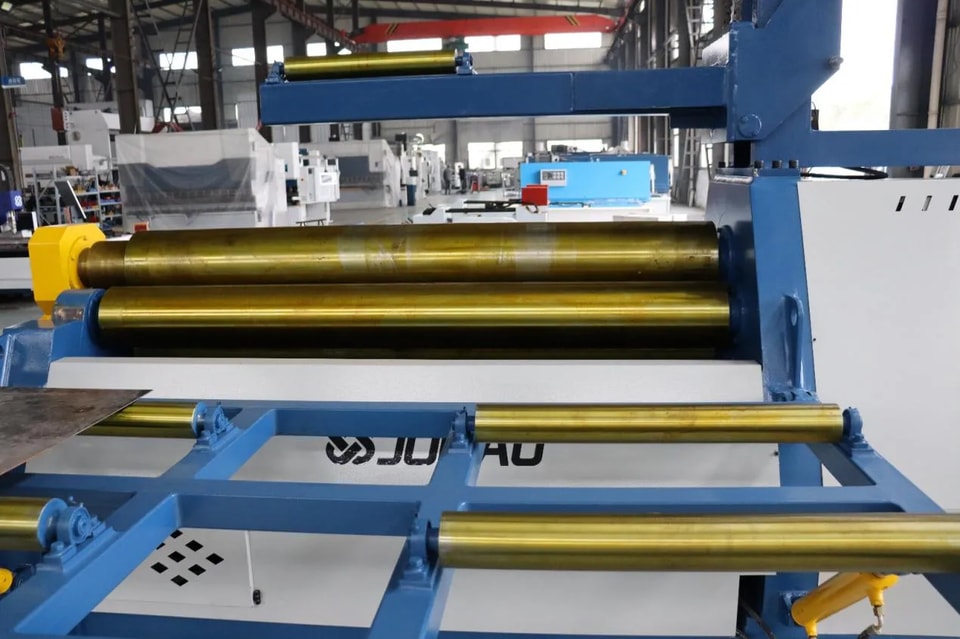
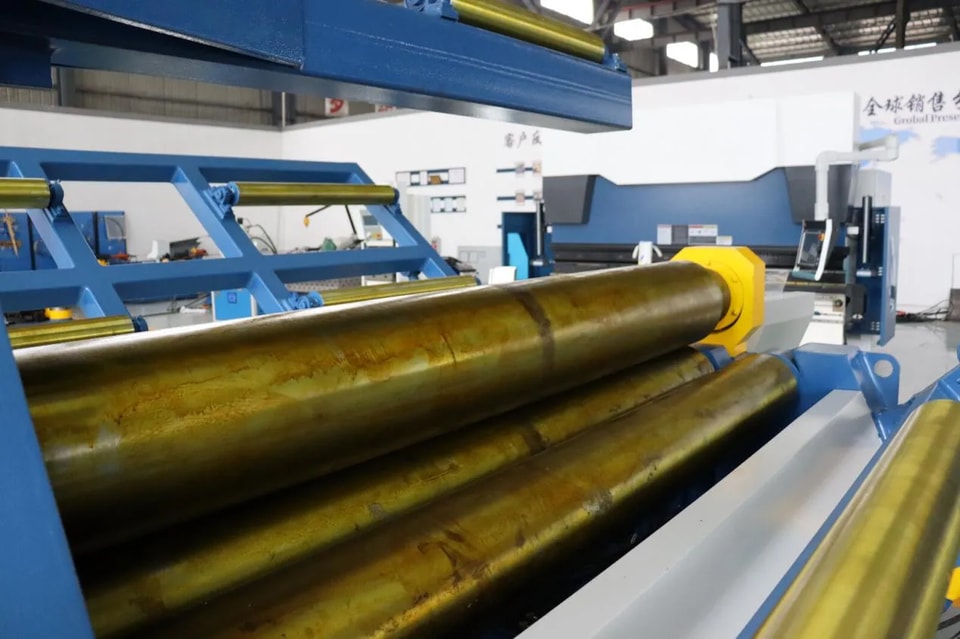
Estrutura básica da calandra CNC de quatro rolos
O princípio de calandragem automática de uma calandra CNC de quatro rolos começa com a clara divisão de funções entre os rolos: o rolo superior aciona a rotação, o rolo inferior prende e posiciona a chapa, e os rolos laterais controlam o raio de curvatura — eles não são apenas de apoio, mas também o núcleo da transformação de chapas planas em superfícies curvas. É o controle ativo da curvatura pelos rolos laterais que confere à calandra de quatro rolos uma precisão muito superior à dos dispositivos de rolos simples em sua função de calandragem automática de chapas.
Alinhamento da chapa plana
A chave para a facilidade de operação das calandras de quatro rolos está na sua superior capacidade de alinhamento da chapa. Em um sistema CNC de quatro rolos, a chapa é firmemente presa entre os rolos superior e inferior no início do processamento. Essa ação de fixação garante que o material permaneça sob controle durante todo o processo de calandragem, evitando de forma eficaz desvios laterais. Isso significa que a máquina consegue facilmente realizar o alinhamento e manter a linha central estável do início ao fim — uma vantagem particularmente evidente ao processar chapas longas ou pesadas.
Princípio do pré-dobramento
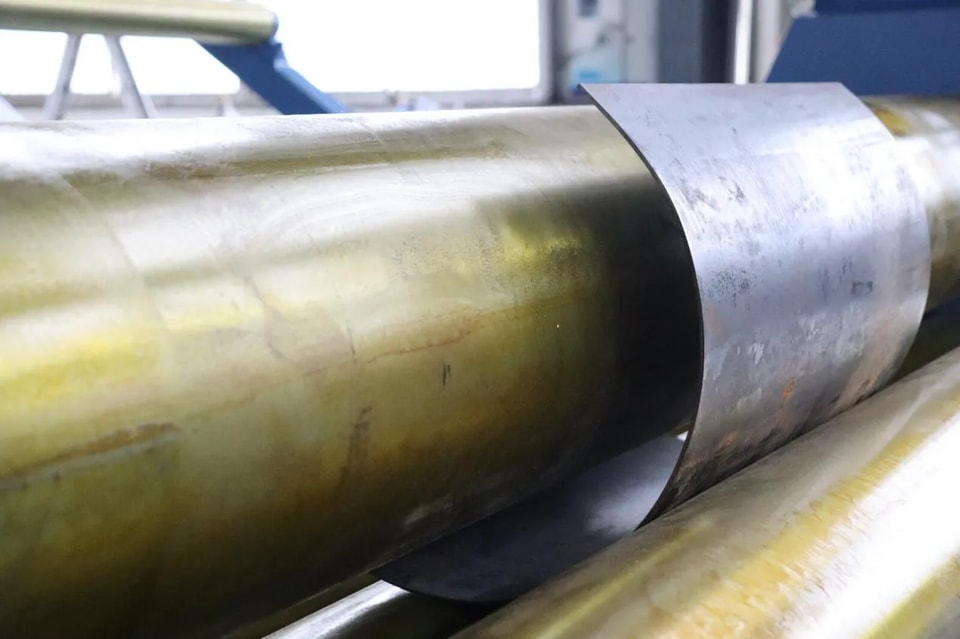
O pré-dobramento é crucial porque determina a qualidade de conformação das extremidades do cilindro. Sem pré-dobramento, permanecerão trechos retos nas duas extremidades da chapa, o que se tornará um obstáculo para o processamento subsequente. A característica exclusiva de uma calandra de quatro rolos é que ela pode realizar o pré-dobramento nas duas extremidades antes e depois da calandragem principal, minimizando assim as bordas retas residuais. Em contraste, as calandras tradicionais de três rolos geralmente têm dificuldade para alcançar isso. Esse é justamente o segredo da capacidade do sistema de quatro rolos de produzir cilindros mais regulares — do ponto de vista da eficiência de conformação, a função de pré-dobramento reduz as etapas de correção, viabilizando de fato a produção automatizada.
Processo contínuo de calandragem
A etapa principal de calandragem segue uma lógica simples: os rolos laterais se movem gradualmente para cima, conduzindo a chapa a se curvar continuamente e aumentando a curvatura até que ela assuma o cilindro desejado. Sua tecnologia central é a deformação plástica progressiva — a chapa passa continuamente entre os rolos, acumulando curvatura aos poucos, em vez de ser moldada à força de uma só vez. É esse controle de trajetória preciso que permite à calandra de quatro rolos alcançar uma calandragem estável sem intervenção humana. Para o usuário, isso significa que o equipamento opera de forma “guiada”, e não “forçada”, garantindo assim precisão e repetibilidade.
Eliminar extremidades planas
Após a calandragem principal, a borda de saída da chapa frequentemente mantém uma seção reta. O objetivo da calandragem reversa é eliminar esse defeito por meio de uma dobra secundária, melhorando assim a circularidade geral do cilindro. Muitos clientes inicialmente não entendem por que a calandragem reversa é necessária, mas o princípio é simples — fazer com que as juntas se ajustem melhor e a conformação fique mais perfeita. É justamente por isso que as calandras de quatro rolos são muito valorizadas em aplicações com altos requisitos de circularidade e qualidade das juntas.
Controle de precisão e compensação
Bons resultados de calandragem dependem não apenas da potência da máquina, mas também, e talvez mais importante, de um sistema de controle preciso. Em uma calandra CNC de quatro rolos, a precisão de conformação é determinada principalmente por três fatores: o deslocamento dos rolos define a geometria da conformação; o controle hidráulico garante uma operação estável e repetível; e o ajuste de compensação corrige as diferenças entre os dois lados da máquina. Na produção real, folgas de emenda desiguais costumam ser uma manifestação direta do problema — se um lado da casca se fecha mais apertado, isso geralmente significa que os rolos não estão perfeitamente paralelos, ou que o deslocamento do lado inclinado está desalinhado em relação ao lado fixo. Nesse ponto, o mecanismo de compensação entra em ação: ao ajustar as posições relativas dos rolos, o equilíbrio do sistema é restaurado, melhorando assim a precisão da calandragem. Esse é o núcleo de um sistema de calandragem automatizado — o desempenho decorre da geometria controlada, e não apenas da hidráulica.
Por que a calandragem manual de teste ainda é necessária para a calandragem automática?
O processo automático de calandragem de uma calandra CNC de quatro rolos não envolve o cálculo automático da trajetória, como se poderia imaginar. Em vez disso, segue uma lógica simples de “calandragem manual de teste → registro das posições → salvamento do programa → repetição automática”. Primeiro, o operador realiza a calandragem manual da chapa para encontrar o deslocamento adequado dos rolos para o material em questão. Depois que o sistema de controle registra essas posições, a máquina pode reproduzir com precisão esse percurso bem-sucedido. Em resumo, calandragem automática = repetição automática de uma solução comprovada. Isso é crucial para o usuário: a máquina não gera parâmetros automaticamente; ela exige que você forneça o programa correto para uma operação estável e eficiente.
