- tel:+86-13222111178
- email:info@ntjugao.com






Por que ocorre a formação de rachaduras na dobra na prensa dobradeira?
Por que ocorre a formação de rachaduras na dobra na prensa dobradeira?

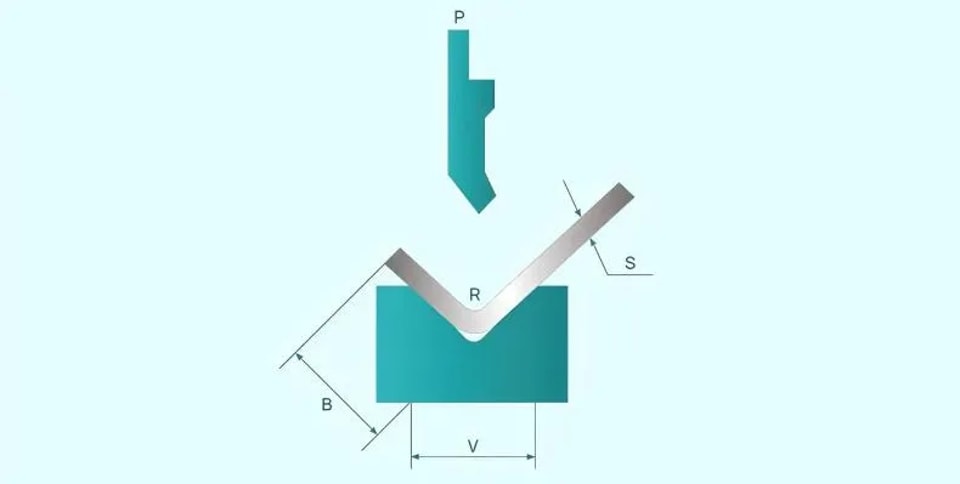
• ○ ○ • ○ ○ • ○ ○ • ○ ○ • ○ ○ ○ ○ • ○ ○ ○ ○ • • • • • • • Alumínio: abertura da matriz em V ≈ 6–8 × espessura do material
O dimensionamento adequado da matriz distribui a tensão de forma uniforme e reduz o risco de fissuras.
Raio do punção excessivamente agudo
Um punção com raio extremamente pequeno força uma deformação brusca e repentina, aumentando a tensão de tração na superfície externa.
Um raio de punção maior permite uma deformação gradual e suave, reduzindo consideravelmente o risco de fissuras.
Configurações da máquina que afetam a fissuração na dobra
Além dos materiais e das ferramentas, os parâmetros da máquina também desempenham um papel fundamental.
Tonnagem de dobra excessiva
Aplicar força de dobra excessiva sobrecarrega o material. Isso costuma acontecer quando os operadores usam configurações de tonagem incorretas ou uma abertura de matriz excessivamente estreita.
Monitorar a tonagem e usar uma calculadora confiável de força de dobra ajuda a evitar a fratura do material.
Velocidade de dobra inadequada
Uma velocidade de dobra alta pode intensificar a concentração de tensão, especialmente em chapas grossas ou materiais duros.
Em muitos casos, reduzir a velocidade de dobra permite que o material se deforme de forma mais suave, diminuindo o risco de fissuras.
Soluções práticas para evitar fissuras na dobra na prensa dobradeira
Com base na experiência de chão de fábrica, eliminar fissuras na dobra geralmente exige ajustes combinados.
Selecione o raio interno de dobra correto
Aumentar o raio interno de dobra reduz a deformação de tração na superfície externa. Esse ajuste simples muitas vezes elimina completamente as fissuras.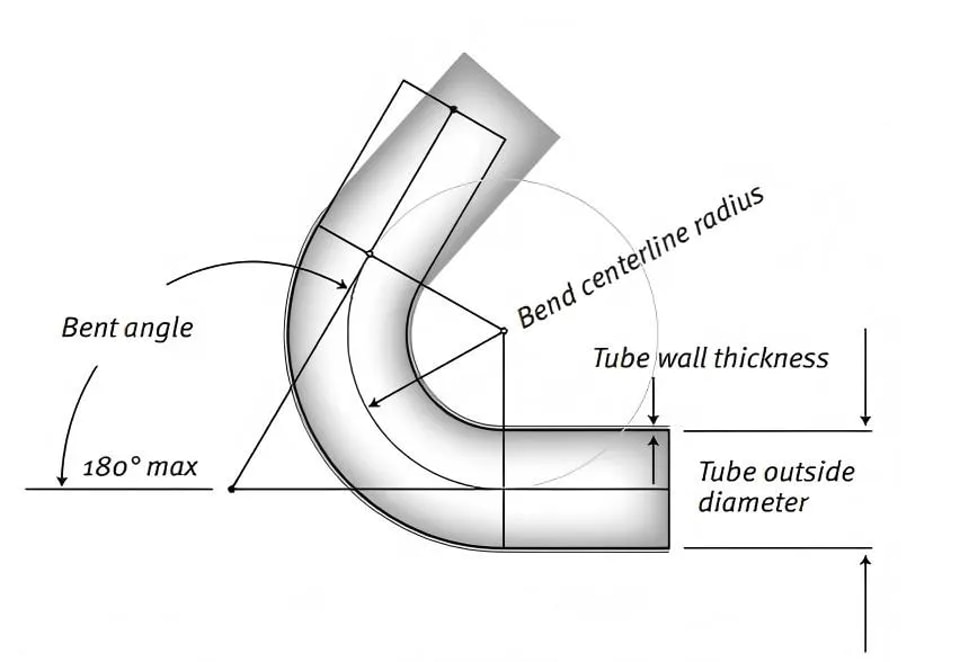
Otimize a configuração das ferramentas e da matriz
Escolher o raio de punção adequado e a abertura correta da matriz em V garante uma distribuição uniforme das tensões durante a dobra.
Verifique a qualidade e as propriedades do material
Verifique sempre as certificações do material e as propriedades mecânicas. Um lote com baixo alongamento pode fissurar mesmo em condições de dobra padrão.
Ajuste a orientação da dobra
Sempre que possível, dobre perpendicularmente à direção da laminação da chapa.
Perguntas Frequentes
Qual é a principal causa da fissuração na dobra em prensa dobradeira?
A causa mais comum é um raio interno de dobra demasiado pequeno para a espessura da chapa, o que provoca o alongamento excessivo da superfície exterior.
A escolha da ferramenta influencia a fissuração na dobra?
Sim. Um raio de punção inadequado ou uma abertura da matriz excessivamente estreita aumentam a tensão de dobra e provocam fissuração.
A direção da fibra influencia a fissuração na dobra?
Sem dúvida. Dobrar paralelamente à fibra aumenta o risco de fissuração; dobrar perpendicularmente reduz a concentração de tensões.
Como evitar fissuras ao dobrar aço inoxidável?
Utilize uma abertura de matriz mais larga, aumente o raio de dobra e reduza a velocidade de dobra. O aço inoxidável tem menor ductilidade do que o aço macio e exige um controlo mais rigoroso dos parâmetros.
Conclusão
A fissuração na dobra em prensa dobradeira é um problema comum, mas evitável, na caldeiraria e conformação de chapa. Na maioria dos casos, a fissuração resulta de uma combinação de propriedades do material, ferramenta incorreta, raio de dobra insuficiente ou força excessiva da máquina. Ao compreender o comportamento de deformação do metal e ajustar a abertura da matriz, o raio de punção, o alinhamento da fibra e a velocidade de dobra, pode reduzir drasticamente o risco de fissuração.
Para melhorar a qualidade da dobra e evitar defeitos dispendiosos, avalie sempre as propriedades do material e a configuração da ferramenta antes da produção. Para orientação profissional sobre operação de prensa dobradeira, seleção de ferramentas ou otimização da dobra, contacte a nossa equipa ou consulte mais documentos técnicos no nosso website.
