- tel:+86-13222111178
- email:info@ntjugao.com






O que é uma matriz de máquina dobradeira
O que é uma matriz de máquina dobradeira

Ferramentas para prensa dobradeira
O que é uma matriz de máquina de dobra
Definição e principais funções
Uma máquina de dobra é um equipamento usado para dobrar chapas metálicas, capaz de transformar blanks em peças com formas e dimensões específicas sob a pressão da máquina de dobra.
A matriz da máquina de dobra é composta por um punção e uma matriz inferior, que trabalham em conjunto para a estampagem, conformação e separação de chapas metálicas. A matriz de conformação possui uma cavidade, e a matriz de separação possui uma aresta de corte.
Para iniciantes, é necessário entender que o principal objetivo da matriz da máquina de dobra é permitir que a máquina dobre diversos metais em diferentes ângulos. Nesse processo, uma chapa metálica desliza entre duas ferramentas: a ferramenta superior (punção) desce até a ferramenta inferior (matriz) para dobrar a chapa metálica.
As matrizes da máquina de dobra são divididas em matrizes manuais, matrizes hidráulicas e matrizes CNC. As matrizes hidráulicas podem ser divididas em sincronização por eixo de torção, sincronização máquina-hidráulica e sincronização eletro-hidráulica, de acordo com o método de sincronização. As matrizes hidráulicas também podem ser divididas em tipos de movimento ascendente e descendente, de acordo com o método de movimento.
Importância na dobra de metais
Determina a forma de dobra e a precisão dimensional: A forma e o tamanho do molde podem determinar diretamente a forma da dobra, como ângulo, raio de curvatura etc., o que está intimamente relacionado à qualidade do produto.
Controla o processo de dobra: A ferramenta pode fixar a chapa metálica em uma posição específica e controlar sua deformação sob pressão para manter a consistência da dobra.
Aumenta a eficiência de produção: Com a troca rápida do molde, a substituição de moldes para diferentes produtos pode ser feita em poucos milissegundos, reduzindo bastante o ciclo de troca.
Prolonga a vida útil: A vida útil de ferramentas feitas com materiais abrasivos e com tratamento superficial pode ser aumentada várias vezes.
Reduz os custos de produção: O uso de moldes de precisão pode aumentar a produtividade e reduzir a taxa de sucata causada pelo desgaste do molde.
Atende a requisitos específicos: Por meio da tecnologia CNC, o molde pode ser dobrado em qualquer formato para atender aos requisitos de fabricação de determinados produtos específicos.

Conjuntos de ferramentas para prensa dobradeira
Punções e matrizes
São componentes-chave que determinam a forma da peça em dobra e são montados nas barras de pressão superior e inferior para controlar a deformação da área de dobra da chapa metálica.
Bases de matriz
Essas plataformas apoiam e posicionam o punção superior e a matriz inferior. Elas são conectadas aos punções da prensa dobradeira para permitir troca rápida de ferramentas. São especialmente úteis para manter a consistência em múltiplas séries de produção.
Auxiliares de dobra
Para ajudar os operadores a concluir as tarefas de dobra de forma rápida e fácil, às vezes são utilizados alguns recursos auxiliares, como medidores de ângulo e blocos de posicionamento. Essas ferramentas são muito importantes em aplicações de alta precisão, nas quais até pequenos desvios podem afetar o produto final.
Sistemas de troca rápida
Muitas prensas dobradeiras modernas são equipadas com sistemas de troca rápida que permitem aos operadores substituir rapidamente os punções superiores e as matrizes inferiores para atender a diferentes tarefas de dobra.
Essa capacidade é fundamental em ambientes de produção de alta variedade e baixo volume, nos quais as ferramentas precisam ser trocadas com frequência para atender a diferentes tarefas de dobra. Por exemplo, em um ambiente de usinagem por encomenda, um sistema de troca rápida permite alternar rapidamente entre diferentes projetos, melhorando a eficiência geral.
Pinos de posicionamento
São usados para posicionar com precisão e fixar a peça na matriz durante o processo de dobra. Isso é essencial em trabalhos repetitivos, nos quais a mesma dobra precisa ser reproduzida com exatidão.
Protetores de matriz
Os protetores de matriz são instalados na borda da matriz para proteger os cantos vivos da peça e prolongar a vida útil da matriz. São especialmente importantes no processamento de materiais frágeis ou de alto valor.
Encaixes da matriz
A conexão do encaixe da matriz à interface do punção facilita a instalação e a remoção rápidas da matriz. Esse recurso é vantajoso em ambientes nos quais as matrizes precisam ser trocadas rapidamente para manter a eficiência da produção.
Sistema de lubrificação
Distribui o lubrificante de forma uniforme na região do raio da matriz para reduzir o desgaste e o aquecimento da peça.
Calços/módulos da matriz
São usados para dar suporte ao espigão e ajudar na montagem do conjunto de ferramentas. A rigidez é muito importante.
Calços
Controlam a profundidade da dobra mantendo constante a distância entre as faces da dobra.
Desvios da matriz
São usados para remover a peça dobrada e também podem ser utilizados na preparação.
Suportes de ferramentas
Os suportes de ferramentas fixam a matriz na dobradeira. Os suportes modernos geralmente têm mecanismos de troca rápida que aumentam a produtividade ao reduzir o tempo de preparação. Por exemplo, em um ambiente de produção com alta variedade, os suportes de troca rápida permitem que os operadores alternem rapidamente entre diferentes ferramentas, minimizando o tempo de parada.
Sistemas de fixação
Os sistemas de fixação normalmente usam grampos, blocos de fixação e porcas de ajuste para manter punções e matrizes na posição correta. A fixação segura é essencial para evitar que a ferramenta se mova durante o processo de dobra, o que pode causar erros. Por exemplo, ao dobrar aço de alta resistência, um sistema de fixação robusto garante que a matriz permaneça estável sob alta pressão.
Tipos de ferramental para dobradeira
PunçõesPerfis
O punção é a ferramenta superior do ferramental para dobradeira e é montado no carro da dobradeira. Ele aplica força sobre a peça para dobrá-la no formato do punção. Os punções estão disponíveis em vários modelos para atender a diferentes necessidades de dobra de chapa metálica e tipos de material.
Punções padrão
Os punções padrão têm corpo espesso e ponta estreita, são versáteis e costumam ser usados em trabalhos gerais de dobra e em aplicações de alta tonelagem. São adequados para dobras padrão, como ângulos de 90 graus, em diversos materiais. Por exemplo, um punção padrão pode ser usado para fazer uma dobra em ângulo reto em chapa de aço macio, garantindo resultados consistentes em várias peças.
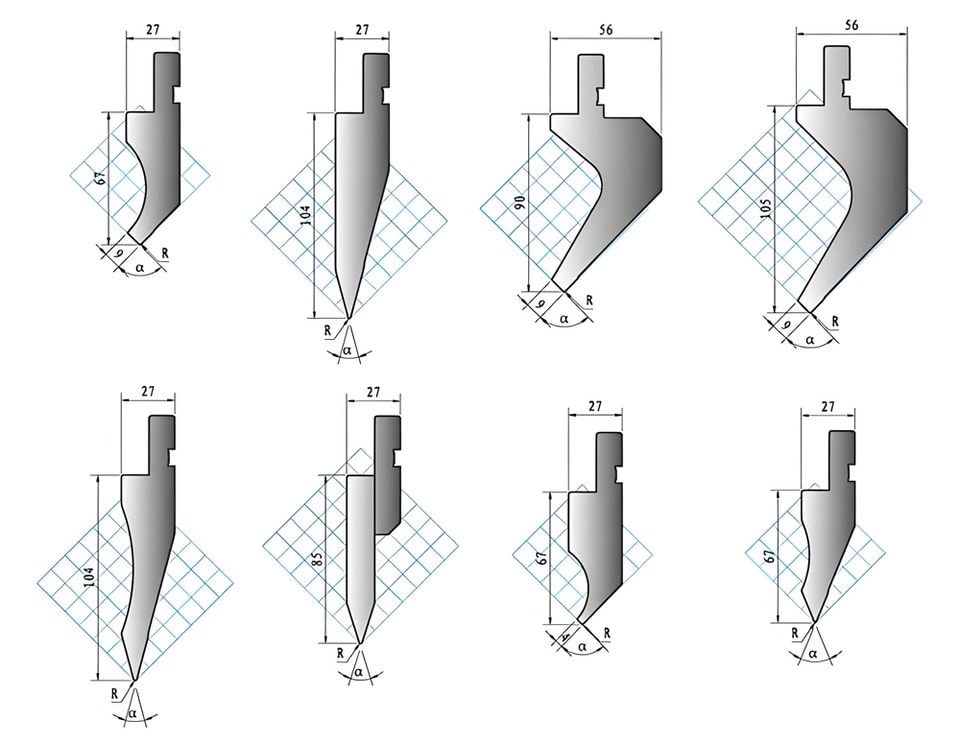
Matriz superior de ângulo agudo
O punção de ângulo agudo é usado para ângulos entre 30 e 60 graus e possui corpo robusto e ponta afiada. Geralmente é usado para dobras inferiores a 30 graus e pode trabalhar com ângulos de até 89 graus. O ângulo da ponta do punção costuma ficar entre 28° e 34°.
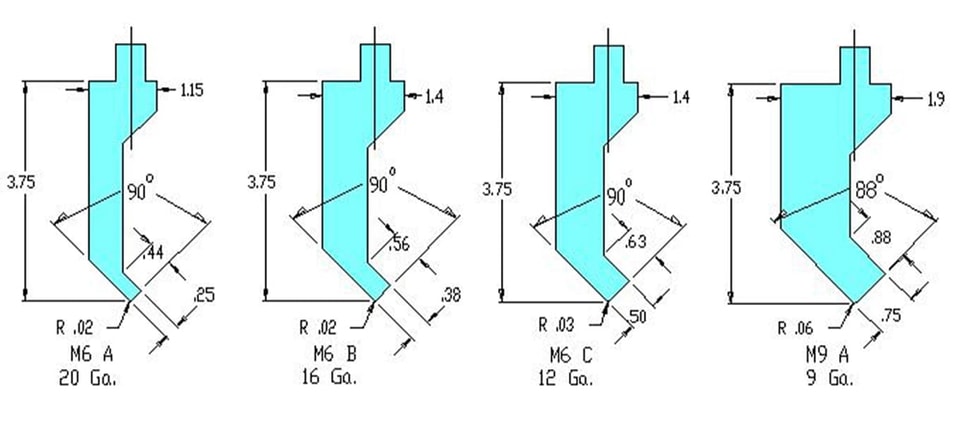
Dimensões típicas
- Largura de folga: varia de 1" a 1,5"
- Altura de trabalho: normalmente cerca de 3,75"
- Raio da ponta: varia de 1/32" a 1/8"
Punções pescoço de ganso
Os punções pescoço de ganso têm um perfil recuado que permite dobras complexas sem interferir na peça. Projetados para perfis em U, esses punções são ideais para caixas profundas e outras formas complexas. Os punções pescoço de ganso têm corpo alongado com uma área rebaixada para evitar que as abas da peça colidam. Por exemplo, ao fazer um canal em U profundo em chapa metálica, um punção pescoço de ganso oferece a folga necessária para evitar danos ao material.
Punções para caixilhos de janela
Os punções para caixilhos de janela têm corpo estreito e ponta inclinada, o que permite dobrar e trabalhar em áreas de canto. A ponta se curva para dentro da dobradeira. Pode ser inclinada em ambos os lados da dobra e é frequentemente usada para fabricar batentes de porta e caixilhos de janela, além de processar com eficiência chapas metálicas para a fabricação de caixilhos.
Punções estreitos/de lâmina
Com espessura uniforme ao longo de todo o comprimento, a geometria dos punções estreitos é reta, sem cantos, o que os torna adequados para situações de folga reduzida, ideais para dobras finais em fechamentos de caixas e para operações em espaços limitados.
Punções superiores com raio
O punção superior com raio possui ponta arredondada em vez de aresta viva, sendo projetado para fazer dobras arredondadas. Pode ser usado com matrizes V padrão em operações de marcação e para produzir perfis curvos suaves. O corpo normalmente é mais espesso para suportar as forças de dobra necessárias.
Punções joggle (ferramentas Z)
O punção joggle tem formato especializado que produz dobras deslocadas e é usado em aplicações especiais para gerar perfis em S. É uma ferramenta especial, normalmente usada para trabalhos personalizados específicos, projetada para fazer duas dobras ao mesmo tempo. Tem perfil mais fino do que um punção padrão.
Matriz inferior
A matriz inferior é a ferramenta inferior da matriz da prensa dobradeira e é instalada na mesa da prensa dobradeira. Quando o punção desce, ela fornece a força de reação necessária para conformar o metal. As matrizes vêm em várias formas e tamanhos para realizar diferentes tipos de dobras.
Matriz em V
A matriz em V é o tipo de matriz mais comum e está disponível em formas de V simples, V duplo e multiv. Possui uma ranhura perfilada. É usada para fazer dobras em V em peças de trabalho. A largura e a profundidade da ranhura em V determinam o ângulo e o arco finais da dobra. Está disponível como parte de um módulo de quatro vias para fácil substituição
Matriz em U
As matrizes em U são usadas para fabricar canais e dobras mais profundas e são ideais para operações que exigem formas mais complexas. Projetada para fazer dobras em U ou em C, esta matriz pode realizar dobras de 90° a 180°. Por exemplo, para formar ranhuras profundas em chapas metálicas para peças estruturais, as matrizes em U garantem uniformidade e resistência.
Matrizes de achatamento
As matrizes de achatamento são usadas para achatar o material dobrado e garantir um acabamento liso e polido. Essas matrizes são essenciais para obter uma aparência profissional do produto final, como chapas metálicas planas usadas na fabricação de peças da carroceria automotiva.
Matrizes de desvio
As matrizes de desvio são usadas para fazer dobras em Z ou deslocadas e produzir dois ângulos em um único golpe. Elas aumentam a precisão mantendo as dobras paralelas.
Matrizes de raio
As matrizes de raio são usadas em conjunto com punções redondos para formar dobras com raio, resultando em um perfil suave e curvo.
Matrizes pescoço de ganso
A matriz pescoço de ganso foi projetada para evitar interferências na peça, permitindo realizar dobras em espaços estreitos ou ao redor de dobras já existentes. É usada principalmente para eliminar bordas salientes ou abas na peça e é ideal para dobrar perfis profundos de caixa ou de alta aba.
Matrizes de flangeamento
As matrizes de flangeamento são usadas para criar dobras de borda ou rebarbas que melhoram a estética e reforçam as bordas das peças de chapa metálica.
Matrizes de conformação de ranhura
As matrizes de canal formam canais em U em um único golpe, o que é mais eficiente do que formar canais em U com matrizes em V tradicionais.
Matrizes de achatamento
As matrizes de achatamento são usadas para achatar completamente dobras de ângulo agudo e são frequentemente utilizadas em conjunto com operações de dobra de borda.
Matrizes de quatro vias
As matrizes de quatro vias apresentam um canal em V com diferentes tamanhos em cada lado de uma única matriz. As matrizes de múltiplas dobras são usadas para produzir duas ou mais dobras em uma única operação e incluem tipos especiais, como matrizes de desvio.
Tipos de moldes para máquinas de dobrar
Tipo de ferramenta | Recursos | Aplicação | Vantagem |
Ferramentas americanas | - Com ângulos agudos de 30 graus tanto no punção quanto na matriz. | - Adequado para operações de dobra em diversas espessuras e perfis de material. | - Durável e confiável, pode ser usado em diversas tarefas. |
Ferramentas de precisão europeias | - Conhecida como ferramenta "Promecam". | - Adequada para aplicações de dobra de alta precisão, com elevados requisitos de exatidão. | - Reduz o retorno elástico causado por ângulos agudos e melhora a precisão da dobra. |
Nova ferramenta padrão | - Combina as características dos modelos americano e europeu. - O punção e a matriz têm um ângulo agudo de 45 graus. - Compatível com máquinas de dobra dos EUA e da Europa. | - Adequado para diversos requisitos de dobra. - Muito utilizado em ambientes de produção que exigem precisão e flexibilidade. | - A troca rápida de ferramentas aumenta a eficiência operacional. - Equilibra versatilidade e precisão, sendo adequado para uma variedade de projetos sem necessidade de grandes modificações na máquina. |
Ferramentaria rápida Velaton | - Normalmente utilizada em sistemas TruPunch - Alta precisão, baixa tolerância | - Utilizada principalmente em tarefas de estampagem de alta precisão, como o processamento de componentes de precisão. - Adequada para necessidades de produção que exigem trocas de ferramenta precisas e frequentes. | - Alta precisão, elevado grau de padronização, troca rápida de ferramenta. - Maior vida útil da ferramenta, maior precisão. - Forte compatibilidade das ferramentas, adequado para vários tipos de máquinas-ferramenta. |
Em conclusão
- O sistema de ferramentas de troca rápida Wila é utilizado principalmente em situações que exigem alta precisão e trocas frequentes de ferramenta, permitindo substituição rápida das ferramentas e sendo adequado para a usinagem de componentes de precisão.
- As características das matrizes americanas são o baixo custo e a grande escala de produção, sendo adequadas para produção em massa com menores exigências de precisão.
- As matrizes europeias enfatizam precisão e estabilidade, sendo adequadas para setores com altas exigências de precisão, como automotivo, eletrônico e aeroespacial.
- As novas ferramentas padrão possuem forte compatibilidade e adaptabilidade, permitindo ajustes rápidos e melhorias na eficiência da produção em diversos ambientes.
Seleção de materiais para matrizes de prensa dobradeira
A eficiência e a vida útil das matrizes de dobra estão intrinsecamente ligadas à resistência e ao material da matriz. Devido à pressão significativa e aos abrasivos gerados durante o processo de dobra, a composição e o tratamento da matriz são cruciais.
A importância da alta resistência e da resistência ao desgaste
As ferramentas da máquina de dobra podem suportar alta pressão durante a operação. A alta resistência garante que as ferramentas não se deformem nem se quebrem ao aplicar pressão.
Além disso, a resistência ao desgaste é crucial, pois determina a vida útil da ferramenta. Ferramentas resistentes ao desgaste podem manter sua forma e função por longos períodos, garantindo resultados de dobra consistentes e reduzindo a necessidade de substituições regulares.
Ferramentas temperadas
Uma maneira de melhorar a rigidez e a durabilidade de uma máquina de dobra é por meio do endurecimento das matrizes. Materiais específicos para matrizes de máquinas de dobra são populares devido à sua rigidez inicial e à capacidade de serem ainda mais temperados.
Por exemplo
- Aço cromo-molibdênio:Essa liga é conhecida por sua tenacidade e resistência ao desgaste, alcançando um equilíbrio entre resistência e durabilidade da máquina de dobra, garantindo que a ferramenta suporte operações pesadas de dobra sem desgaste prematuro.
- Aço Yasuki:o aço Yasuki é um aço de alta qualidade, comumente usado em ferramentas especializadas, conhecido por sua dureza excepcional e resistência à abrasão. Sua composição mantém as arestas afiadas, tornando-o a escolha ideal para tarefas de precisão e dobra.
Ferramentas para tratamento térmico
O revenimento ou tratamento térmico é um processo que melhora as propriedades das ferramentas metálicas. Ao submeter o metal a ciclos controlados de aquecimento e resfriamento, sua estrutura molecular é alterada, melhorando assim seu desempenho.
Por exemplo
Após o tratamento térmico, a resistência e a resistência ao desgaste do aço carbono são melhoradas. O processo de tratamento térmico refina a estrutura dos grãos do aço, tornando-o mais sólido e durável. As ferramentas de aço carbono, após o revenimento, ficam menos propensas a trincas e deformações, garantindo maior vida útil e um efeito de dobra consistente.
Manuseio e instalação da ferramenta
A eficiência operacional de uma prensa dobradeira depende da qualidade da ferramenta, mas também da forma como ela é manuseada e instalada. O manuseio e a instalação corretos podem manter o desempenho ideal, reduzir o desgaste e prolongar a vida útil da ferramenta. Veja a seguir os detalhes do manuseio e da instalação das ferramentas:
A importância da geometria da matriz
Para alcançar o efeito de dobra, normalmente são desenvolvidos projetos complexos para a geometria das matrizes de dobra. A forma, o ângulo e as dimensões de cada matriz são cruciais para garantir a precisão do processo de dobra. Ao manusear e instalar essas ferramentas,
- Certifique-se de que a geometria da ferramenta esteja em conformidade com a operação de dobra esperada. O uso de uma ferramenta com geometria incorreta pode resultar em dobras imprecisas e danificar a máquina-ferramenta e a peça de trabalho.
- Inspecione regularmente a matriz quanto a desgaste ou danos. Com o tempo, a forma geométrica da matriz pode se alterar devido ao desgaste, afetando assim a qualidade da dobra.
- O armazenamento adequado é crucial. Ao armazenar as ferramentas, sua forma geométrica deve ser preservada, evitando empilhamento ou posicionamento em locais que possam causar deformação.
Matrizes segmentadas e suas vantagens
Ferramentas segmentadas são ferramentas divididas em várias partes ou seções. Em vez de usar apenas ferramentas longas, as ferramentas segmentadas permitem que os operadores de dobradeira utilizem uma combinação de segmentos mais curtos para atingir o comprimento ou a configuração desejados. As vantagens são as seguintes:
- FlexibilidadeAs ferramentas segmentadas oferecem maior versatilidade; os operadores podem combinar os segmentos de acordo com os requisitos específicos do programa.
- Fácil de operarEm comparação com ferramentas mais longas, as ferramentas mais curtas são mais fáceis de operar, instalar e reparar.
- Reduz o desgasteSe componentes específicos da matriz estiverem gastos ou danificados, esses componentes devem ser substituídos em vez de toda a matriz.
- Custo-benefícioOs operadores podem investir em um conjunto segmentado em vez de várias ferramentas longas para diferentes operações, reduzindo assim os custos a longo prazo.
- Procedimentos de trabalho otimizadosAs ferramentas segmentadas podem ser redefinidas rapidamente, reduzindo o tempo de setup e aumentando a produtividade.
A importância das tolerâncias das ferramentas
As tolerâncias das matrizes são cruciais na produção, pois determinam o funcionamento normal do produto, a faixa de medição de recipientes estéticos ou outras características físicas. Os principais motivos de sua importância são os seguintes:
Melhor ajuste e funcionamento dos componentes:Essa tolerância garante que as peças se encaixem em outras peças, evitando problemas funcionais e incompatibilidades.
Melhora a aparência final do produto:As tolerâncias contribuem para a estética do produto, por exemplo, garantindo que as peças fiquem niveladas, sem folgas perceptíveis.
Considere uma folga razoável nas tolerâncias das ferramentas:As tolerâncias das ferramentas podem ser admitidas sem comprometer sua funcionalidade.
Intercambiabilidade das peças:As tolerâncias permitem a substituição de uma única peça, facilitando a manutenção e o reparo.
Definição de tolerâncias para consistência, exatidão e precisão:A definição de tolerâncias permite um melhor controle da consistência, exatidão e precisão do produto.
Reduzir custos:Ao definir as tolerâncias com antecedência, os fabricantes podem minimizar erros de fabricação e retrabalhos dispendiosos.
Perguntas frequentes
- Qual é a principal diferença entre ferramentas retificadas com precisão e ferramentas retificadas sem precisão?
As matrizes retificadas com precisão são fabricadas com tolerâncias extremamente rigorosas, garantindo alta exatidão e consistência em todo o conjunto de matrizes. Esse nível de precisão é fundamental para aplicações que exigem ângulos exatos e repetibilidade, como na indústria aeroespacial ou na fabricação de dispositivos médicos.
As ferramentas retificadas sem precisão, embora sejam mais baratas, têm tolerâncias menores e geralmente são adequadas para aplicações em que a exatidão não é tão crítica. A escolha entre essas opções depende dos requisitos de produção, sendo as ferramentas retificadas com precisão mais indicadas para tarefas de alta precisão que exigem consistência.
- Com que frequência as ferramentas de dobradeira devem ser calibradas?
A frequência da calibração depende do volume de produção, do tipo de material e dos requisitos de precisão. Para aplicações de alta precisão ou ambientes de produção contínua, a calibração deve ser realizada semanalmente ou até diariamente, pois isso garante uma precisão de dobra consistente e minimiza possíveis desvios.
Em operações menos intensivas, calibrações mensais ou trimestrais podem ser suficientes. Estabelecer um programa regular de calibração alinhado às necessidades de produção pode ajudar a manter a precisão e reduzir retrabalho ou desperdício.
- Quais fatores afetam a vida útil das ferramentas de dobradeira?
Muitos fatores afetam a vida útil das ferramentas, incluindo a qualidade do material, a intensidade de uso, a dureza do material da peça e os métodos de manutenção. As ferramentas de dobradeira que utilizam aços para ferramentas de alta qualidade ou recebem revestimentos especiais geralmente duram mais, especialmente em ambientes de produção em grande volume.
A limpeza, lubrificação e inspeção regulares também podem evitar o desgaste prematuro, o que pode prolongar significativamente a vida útil da ferramenta. Além disso, evitar tonelagem excessiva e seguir as orientações operacionais recomendadas pode proteger a ferramenta contra esforço excessivo e aumentar sua vida útil.
- As ferramentas de dobradeira podem ser usadas para todos os tipos de metais?
Embora as ferramentas de dobradeira sejam amplamente utilizadas, diferentes metais exigem características específicas das ferramentas para garantir o desempenho ideal. Por exemplo, metais mais duros, como aço inoxidável ou titânio, exercem mais força sobre a matriz, portanto, matrizes de alta resistência ou com revestimento de carboneto são ideais para essas aplicações.
Metais mais macios, como o alumínio, exigem menor resistência da matriz, mas podem ser usadas matrizes ou punções mais macios para evitar danos à superfície. Adequar a matriz ao tipo de material otimiza a vida útil da matriz e a qualidade da dobra, melhorando a eficiência geral da operação de dobradeira.
- Como escolho a ferramenta de dobradeira certa para o meu projeto?
Primeiro, considere as características do material, incluindo tipo, resistência à tração e limite de escoamento, pois isso determinará as necessidades específicas de ferramental. Diferentes materiais, como alumínio, aço carbono e aço inoxidável, têm propriedades únicas que exigem ajustes diferentes.
Em seguida, avalie a espessura e o comprimento do material. A abertura da matriz deve, em geral, ser 8 vezes a espessura do material. O comprimento da peça determinará o comprimento de matriz necessário. O ângulo e o formato da dobra são cruciais. Formas específicas de dobra, como dobras em V ou rebatimento, exigem ferramentas correspondentes. Saber o formato de dobra necessário ajuda a escolher a matriz correta.
O perfil da ferramenta e o limite de carga também são fundamentais. Combine o perfil da ferramenta com o tipo de trabalho, seja dobra no ar, dobra de fundo ou dobra por cunhagem, e certifique-se de que o limite de carga não exceda a capacidade da prensa dobradeira para evitar danos.
A escolha da matriz deve ser compatível com a espessura do metal envolvido. Use a regra "8×2" e multiplique o metal mais fino por 8 para encontrar a menor matriz em V necessária. Matrizes ajustáveis são úteis para projetos com várias dobras.
Ao selecionar um punção, escolha com base nas exigências do trabalho. Considere o tipo de punção, como padrão, pescoço de ganso ou ângulo agudo, e certifique-se de que o raio da ponta corresponda ao valor do raio de conformação pneumática.
A precisão e a compatibilidade são importantes para alcançar a exatidão da peça. Escolha ferramentas de alta precisão e recursos como montagem segmentada e auto-retentiva para maior praticidade e segurança. Considere opções de ferramentas e personalização. Embora ferramentas padrão sejam adequadas para dobras comuns, ferramentas sob medida podem ser necessárias para atender especificações exclusivas e melhorar a eficiência da conformação.
Por fim, dê atenção à preparação e à operação. Ferramentas com carregamento frontal podem reduzir o tempo de setup. Para projetos que exigem trocas frequentes de ferramentas, equipar cada prensa dobradeira com uma biblioteca de ferramentas dedicada pode aumentar a eficiência.
