- tel:+86-13222111178
- email:info@ntjugao.com






Conceitos-chave da quinagem de chapa metálica
Conceitos-chave da quinagem de chapa metálica

l l l l l Comprimento da aba:O comprimento da seção plana que se estende a partir da linha de dobra.
Os principais conceitos de projeto e fabricação são explicados abaixo.
Raio de dobra
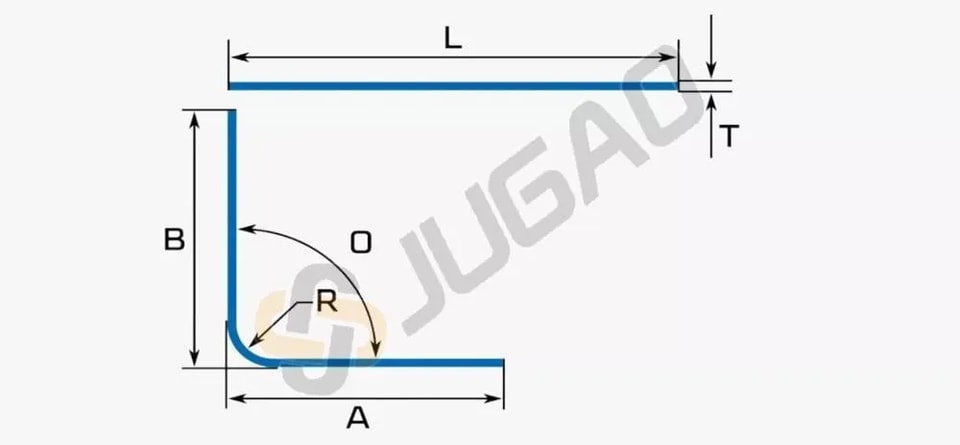
O raio de dobra é o raio interno de curvatura formado ao dobrar a chapa. Trata-se de uma variável primária de projeto, que afeta a precisão dimensional, a resistência, a forma e a integridade estrutural.
Cada material e espessura têm umraio mínimo de dobra— um limite abaixo do qual a dobra se torna impossível sem causar danos. Como regra geral, o raio mínimo de dobra deve ser pelo menos igual à espessura do material.
Raio mínimo de dobra (R<sub>mín</sub>) = Espessura do material (t)
Dedução de dobra
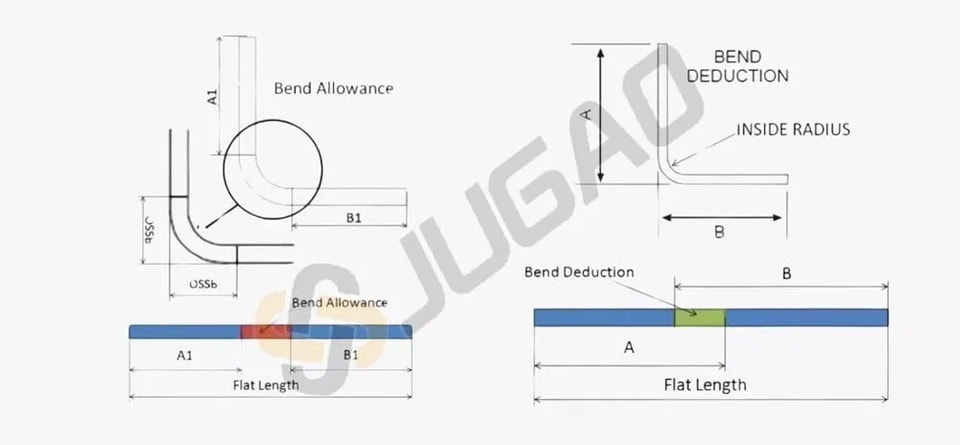
Durante a dobra, o material na região da dobra se estica, fazendo com que o comprimento plano total da peça seja ligeiramente menor que a soma de suas abas.Dedução de dobraé a quantidade que deve ser subtraída do comprimento total desenvolvido para obter as dimensões finais desejadas após a dobra.
Dedução de dobra = 2 × (recuo externo – folga de dobra)
Levar a dedução de dobra em conta com precisão é essencial para obter o comprimento correto da peça e as especificações adequadas. O valor da dedução depende do tipo de material, da espessura e do raio de dobra.
Folga de dobra
A folga de dobra é o comprimento de material necessário para formar a parte curva da dobra ao longo do eixo neutro. Quando uma chapa é dobrada, a parte interna se comprime e a parte externa se estica, mas o eixo neutro permanece com comprimento constante.
A folga de dobra considera a espessura do material, o ângulo de dobra, o método de dobra e ofator K. Ela representa o comprimento do arco do eixo neutro entre as duas abas.
Fator K
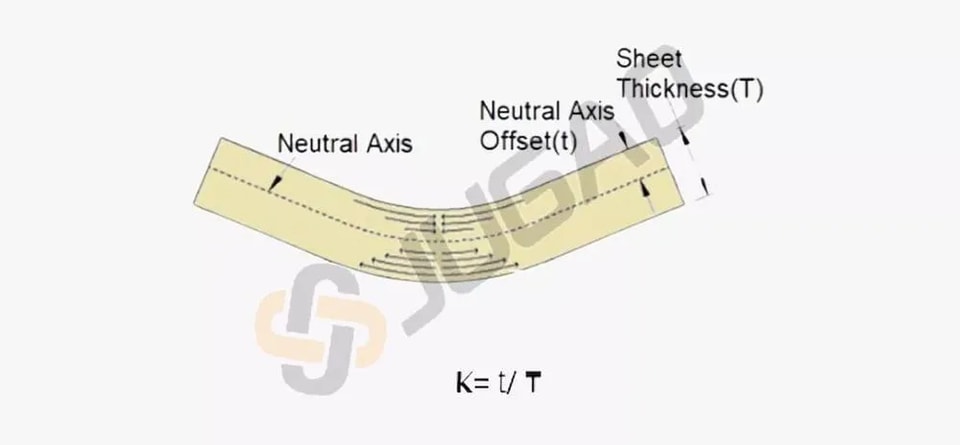
O fator K é um parâmetro fundamental no projeto de chapas metálicas, definido como a razão entre o deslocamento do eixo neutro e a espessura do material. Normalmente varia de 0 a 1 (na prática, comumente entre 0,25 e 0,5). Por exemplo, um fator K de 0,3 significa que o eixo neutro está localizado a 30% da espessura a partir da superfície interna da dobra.
O fator K ajuda a estimar o quanto o material se estica ou se comprime e é usado para calcular a folga de dobra. Os valores recomendados variam de acordo com o material e o raio de dobra.
Alívio de dobra
O alívio de dobra é um pequeno entalhe ou corte feito na extremidade de uma linha de dobra para evitar rasgos ou deformações no material. É essencial para manter a integridade estrutural e a precisão dimensional, especialmente quando a dobra não se estende por toda a peça.
Os alívios de dobra não são necessários para dobras que vão totalmente de uma borda à outra. Eles são usados quando a dobra termina dentro da chapa, para evitar concentração de tensões.
Regra de projeto:
Largura mínima do alívio ≥ espessura do material (t)
Profundidade mínima do alívio ≥ t + raio de dobra (R) + 0,5 mm
Um conceito relacionado éalívio de canto, que é um corte feito nos pontos em que as linhas de dobra se cruzam para permitir cantos limpos e evitar fissuras.
Retorno elástico
Após a liberação da força de dobra, o metal tende a voltar parcialmente à sua forma original devido à recuperação elástica — isso é conhecido comoretorno elástico. Isso afeta o ângulo e o raio finais da dobra, por isso o projeto deve compensá-lo para garantir a precisão.
O retorno elástico depende das propriedades elásticas do material, do raio de dobra e do método de dobra. Materiais com maior limite de escoamento apresentam maior retorno elástico.
Sequência de dobras
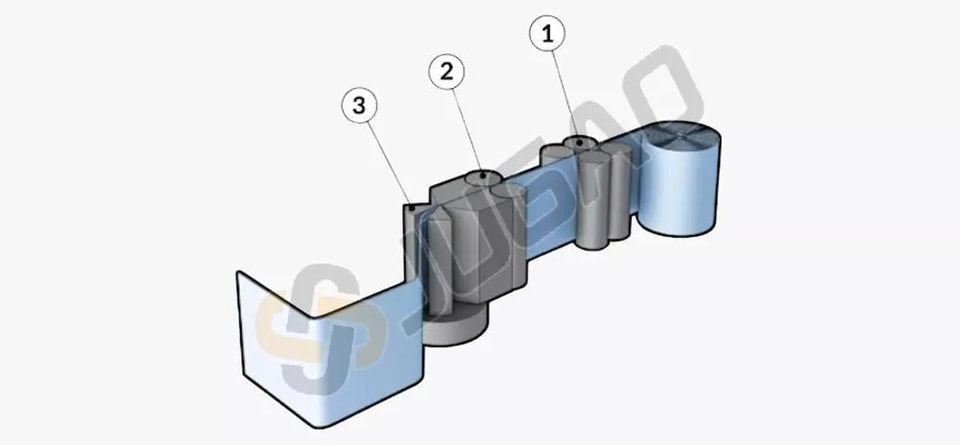
A sequência de dobras é a ordem em que várias dobras são executadas em uma única chapa. Uma sequência bem planejada evita interferência de ferramentas, deformação da peça e problemas de manuseio. Em geral, as dobras são feitas de fora para dentro, e as dobras mais simples ou maiores são formadas antes das mais complexas. A sequência também deve estar alinhada com as ferramentas disponíveis e com a capacidade da máquina.
Direção do grão
Os metais possuem uma estrutura cristalina de grãos resultante do seu processo de fabricação (por exemplo, laminação). A orientação desses grãos afeta a capacidade de dobra.
Para reduzir o risco de fissuras, especialmente em dobras acentuadas ou com determinados materiais, a linha de dobra deve ser orientadaperpendicularmenteà direção do grão. Dobrar paralelamente ao grão aumenta a probabilidade de fraturas.
